
Нержавіючу сталь можна знайти всюди в нашому повсякденному житті, від невеликих хірургічних інструментів, столових приборів і посуду до великих будівельних матеріалів і промислового обладнання. Все більше і більше виробників нержавіючої сталі віддають перевагу лазерному різанню завдяки його високій швидкості і точності.
У цій статті ми розповімо про основи лазерного різання нержавіючої сталі, труднощі та витрати на різання.
Що таке лазерне різання нержавіючої сталі?
Лазерне різання нержавіючої сталі - це процес, при якому лазерний промінь дуже високої щільності потужності фокусується на поверхні нержавіючої сталі, викликаючи швидке підвищення локальної температури поверхні і швидке плавлення, випаровування і абляцію.
У той же час, через промінь коаксіального високошвидкісного повітряного потоку буде видуватися розплав нержавіючої сталі, щоб забезпечити точність різання заготовки.
Чому нержавіючу сталь важко різати?
Основна причина, чому нержавіючу сталь важко різати, нерозривно пов'язана з її унікальними фізико-хімічними властивостями, особливо при традиційних методах обробки, зіткнеться з наступними проблемами:
Висока відбивна здатність
Нержавіюча сталь, особливо аустенітна 304, 316 на волоконному лазері має відбивну здатність до 70%, набагато вищу, ніж вуглецева сталь. Це ускладнює ефективне поєднання лазерної енергії, а для ініціювання різу потрібна більша потужність порівняно з різанням вуглецевої сталі тієї ж товщини.
Висока в'язкість розплаву, шлак легко вивішується
Оскільки нержавіюча сталь містить такі елементи, як хром і нікель, вона має високу в'язкість розплаву і погану текучість. Це означає, що допоміжному газу важко повністю здути шлак, на нижньому кінці різу легко утворюється шлак у вигляді "слізної краплі".

Послаблення енергії різання товстого листа
При різанні нержавіючої сталі товщиною > 10 мм лазер багато разів відбивається в пропилі, в результаті чого відбувається нерівномірний розподіл енергії, що призводить до збільшення конусності пропилу і накопичення шлаку в нижній частині.
Зсув відсікання
Під дією високої температури лазера цинк, марганець та інші елементи з низькою температурою кипіння в нержавіючій сталі переважно випаровуються, а випаровування цих елементів призводить до зміни складу краю прорізу, і корозійна стійкість краю прорізу може бути знижена.
Який інструмент найкраще підходить для різання нержавіючої сталі?
Існує багато способів різання нержавіючої сталі, таких як лазерне різання, різання CO2, фрезерування на фрезерному верстаті з ЧПУ, водяне різання, плазмове різання тощо. Чому лазерне різання - найкращий інструмент?
Висока точність різання
Фокусуюча пляма лазера, утворена фокусуючим дзеркалом, має розмір всього 0,01 мм, що може миттєво нагріти нержавіючу сталь до температури плавлення або випаровування, а газ під високим тиском здуває розплавлений матеріал, утворюючи дуже вузьку щілину до 0,1 мм, поверхня різу гладка і без задирок, а зона термічного впливу надзвичайно мала.
Відмінна якість різання і не піддається деформації
Лазерне високотемпературне випаровування матеріалу за дуже короткий проміжок часу, перпендикулярність пропилу хороша, шорсткість поверхні може бути до Ra6,3 мкм або менше, що зменшує вторинну обробку. Крім того, лазерне різання нержавіючої сталі концентрує тепло, що призводить до дуже низької теплової деформації, що особливо помітно при різанні тонких пластин з нержавіючої сталі.

Високе використання матеріалів
У порівнянні з традиційними процесами різання, такими як полум'яне різання, при лазерному різанні нержавіючої сталі проріз більш ніж на 50% вужчий, а при вкладеному розкрої ви можете заощадити до 30% матеріалу.
Довгострокова економічна перевага
Початкові інвестиції в обладнання для лазерного різання SS високі, але при комплексному використанні енергоспоживання та витратних матеріалів, порівняно з плазмовим різаком, фрезерним верстатом з ЧПУ, різанням вуглекислим газом і т.д., вартість обробки однієї деталі становить лише 1/3-1/2 вартості інших розрізів.
Поширені проблеми лазерного різання нержавіючої сталі
Ви відчуваєте певні труднощі під час лазерного різання нержавіючої сталі? У цьому розділі зібрані найпоширеніші явища при різанні нержавіючої сталі, і після їх аналізу пропонуються рішення.
Дефекти задирок
При прошивці нержавіючої сталі лазерний промінь потрапляє на поверхню нержавіючої сталі і починає плавитися. Розплав викидається на поверхню матеріалу. Він розбризкується навколо невеликих отворів і утворює вусаті задирки. Ці задирки викликають подряпини на поверхні різу, а також впливають на профілювання електростатичного датчика ємності.

[Причина] Коли кисень використовується як допоміжний газ, розплавлений метал окислюється в процесі проколювання, не утворює вусів і погано прилипає до поверхні матеріалу з нержавіючої сталі.
Але коли азот використовується як допоміжний газ, розплавлений метал не буде підтримуватися а, в'язкість розплаву низька, він буде розтягуватися, перетворюючись на вуса, з'єднуючись з розплавом язиком поверхні матеріалу між міцно затягнутими швами, а потім нагромаджуватися в дрібних отворах навколо.
Як вирішити проблему задирок з нержавіючої сталі?
[Рішення] Щоб вирішити проблему вусатого задиру при лазерному різанні нержавіючої сталі, необхідно запобігти як розбризкуванню розплавленого металу, так і налипанню.
(1) Зменшити виробництво розплавленого матеріалу
①Ми можемо регулювати умови перфорації, збільшення частоти для зменшення вихідної потужності одного імпульсу буде ефективним для зменшення кількості розплаву. Однак слід зазначити, що при використанні цього режиму обробки збільшиться тепловіддача, а отже, його не можна використовувати для різання товстих листів.
② Використовуйте допоміжний газ або дозований продувний газ для видування розплавленого металу, що викидається з перфораційного отвору. Результати обробки допоміжними газами при тиску 0,05 МПа і 0,7 МПа показані на рисунку. Як видно, кількість розплавленого шлаку, що прилипає до поверхні, менша при використанні газу високого тиску.

(2) Запобігання адгезії
Нанесення бар'єрної плівки на поверхню матеріалу з нержавіючої сталі запобігає прилипанню розплавленого металу. Це відбувається тому, що під час перфорації розплавлений метал накопичується на бар'єрній плівці, а не прилипає безпосередньо до поверхні нержавіючої сталі.
Для вибору ізоляційної плівки можна використовувати засіб, що запобігає утворенню шлаку, або поверхнево-активну речовину, яка полегшує подальшу обробку.
(3) Видалення задирок
Що можна зробити, щоб видалити задирки, які утворилися? Ми можемо вирізати дуже маленькі круглі отвори поблизу перфорованих отворів і видалити розплавлений метал разом з отворами при їх вирізанні. Або перемістити фокусну точку вгору після проколювання отвору, щоб вдруге розплавити накопичення і за допомогою газу здути його.
Обробка 1 мм листа нержавіючої сталі призводить до деформації
При лазерному різанні нержавіючої сталі у формі тонкої смуги виникає розбіжність в ширині короткої осі на кінцях і в центрі.
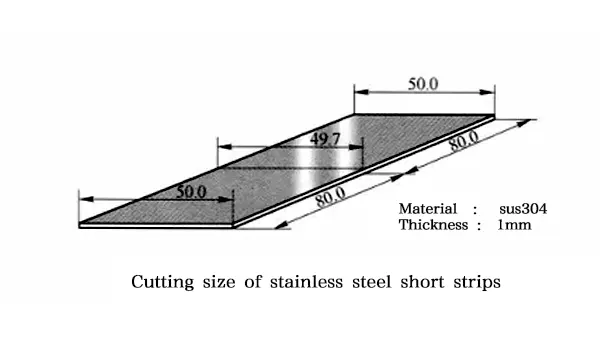
[Причина] Основна причина різниці в ширині короткої осі полягає в тому, що тепло розплавленого металу в частині пропила підвищує температуру оброблюваного об'єкта, і різання буде здійснюватися в умовах високої температури матеріалу. Коли температура знижується після різання, усадка обробленої форми призводить до помилки, описаної вище. Крім того, форма заготовки зміщується в межах ширини пропилу приблизно на 0,5 мм, що також є причиною похибки розміру пропилу.
[Рішення] Якщо оброблювана форма зміщується всередині прорізу, проблему можна вирішити, встановивши мікроз'єднання між оброблюваною формою і матеріалом за межами оброблюваної форми. Метод встановлення мікроз'єднання полягає в тому, щоб зробити паузу в середині різання, а потім трохи перемістити траєкторію обробки, перш ніж продовжити різання. Встановлення мікроз'єднання є обов'язковим для збереження відстані між оброблюваною формою і матеріалом за межами оброблюваної форми, що запобігає деформації.
При обробці гарячекатаних матеріалів з вуглецевої сталі іноді виникає явище різної величини деформації на різних позиціях обробки. Це може бути пов'язано з тим, що сталь знаходиться в стані охолодження після прокатки, кінці матеріалу недостатньо охолоджені, залишкова напруга відносно висока, напруга знімається при лазерному різанні, що призводить до деформації.
Пряме різання ламінованої плівкою нержавіючої сталі
Багато видів нержавіючої сталі, що продаються на ринку, мають захисну плівку, нанесену на поверхню, щоб запобігти подряпинам. Як правило, захисну плівку знімають перед різанням, а потім знову наносять після різання.
Однак все більше клієнтів вимагають лазерного різання ss з нанесенням плівки. ефект нанесення плівки на нержавіючу сталь при різанні не є стабільним, іноді ефект дуже хороший, іноді відбувається відшарування захисної плівки.

[Причина] Так чому ж це викликає лущення захисної плівки? Це пов'язано з тим, що при різанні, допоміжний газ, що не потрапив в щілину, буде дифундувати до поверхні нержавіючої сталі, вторгаючись в захисну плівку і на поверхню матеріалу в межах зазору, так що захисна плівка відшаровується.
[Рішення] Під час різання захисної плівки інтенсивність лазерного променя на ріжучій кромці повинна бути чітко розподілена, і слід подбати про те, щоб не допустити турбулентності лазера. Для зменшення теплового впливу лазера на захисну плівку слід встановити високу швидкість, щоб зменшити тепловий вплив лазера на захисну плівку.
Вартість лазерного різання нержавіючої сталі
Вартість лазерного різання нержавіючої сталі є важливим фактором, що впливає на вибір верстата для лазерного різання. Давайте проаналізуємо вартість інвестицій в лазерне різання нержавіючої сталі поетапно.
Початкові інвестиційні витрати
Ціна машини для лазерного різання нержавіючої сталі - це початкова інвестиційна вартість лазерного різання ss, а також фіксована вартість, і її конкретна ціна залежить від постачальника обладнання, потужності, ширини обробки та додаткових функцій (таких як обмінний стіл, система завантаження та розвантаження, система видалення пилу) і так далі. Загалом, чим вища потужність, тим вища пропускна здатність, але тим вищими будуть початкові інвестиційні витрати.
Поточні витрати
Поточні витрати - це також змінні витрати, тобто витрати на використання обладнання, включаючи споживання електроенергії, газу, витрати на технічне обслуговування та оплату праці.
Енергоспоживання
Ефективність фотоелектричного перетворення машини для лазерного різання волокон з нержавіючої сталі становить близько 30% -40%, тобто фактичне споживання енергії лазера 1 кВт становить близько 2,5-3,3 кВт. Питома вартість електроенергії залежить від місця розташування тарифів на електроенергію.

Споживання газу
Газ, який споживається в процесі різання для запобігання окисленню і видування розплавленого матеріалу, також є однією з поточних витрат. Наприклад, азот, кисень, аргон тощо. Конкретний вибір допоміжного газу залежить від t
Тип металевого матеріалу, який потрібно розрізати. Багато людей використовують стиснене повітря, щоб заощадити витрати при різанні, але якість різання низька, легко зависає шлак.
Вартість обслуговування
Витрати на технічне обслуговування волоконного лазерного різака з нержавіючої сталі в основному складаються із заміни оптики, сопел і витрат на обслуговування лазера. У порівнянні з машиною для лазерного різання CO2, вартість обслуговування волоконного лазерного різання набагато нижча, в основному через нижчу вартість витратних матеріалів і довший термін служби лазера.
Поширені запитання
Товщина нержавіючої сталі, яку можна різати лазером, залежить від потужності обладнання. Лазери потужністю 1500-3000 Вт можуть різати нержавіючу сталь товщиною до 8 мм. Лазери 6кВт-12кВт можуть різати нержавіючу сталь товщиною до 1-25мм. Лазери потужністю 15 кВт і більше можуть різати лист нержавіючої сталі товщиною до 30-40 мм. Надпотужний лазер ріже нержавіючу сталь товщиною до 30-40 мм.
Звісно, можна! Звісно! Нержавіючу сталь 304 можна ефективно різати лазером. Це пов'язано з тим, що нержавіюча сталь 304 має хорошу теплопровідність, але меншу відбивну здатність, ніж алюмінійщо робить її сумісною з волоконними лазерами. На відміну від феритної або мартенситної нержавіючої сталі, її аустенітна структура мінімізує ризик утворення тріщин під час різання.
Лазерне різання нержавіючої сталі - це той випадок, коли вибір допоміжного газу має безпосередній вплив на якість, швидкість і вартість різу.
Якщо ви прагнете до точного різання без окислених зрізів, віддайте перевагу азоту, це пов'язано з тим, що азот є інертним газом, який не вступає в реакцію з речовинами в нержавіючій сталі, зріз має сріблясто-білий первинний колір, поверхня різу гладка без звисаючого шлаку, без вторинної обробки.
Якщо вам потрібна висока швидкість різання і ви можете змиритися з шаром чорного оксиду, що утворюється в результаті окислення поверхні різання, то кисень є хорошим допоміжним газом.
Якщо ви хочете максимізувати економію коштів і не вимагаєте високих результатів і швидкості різання, ви можете розглянути можливість використання стисненого повітря.
Висновок
Ми обговорили причини, чому лазерне різання нержавіючої сталі є складним, і детально проаналізували загальні проблеми і рішення для різання нержавіючої сталі, а також вартість лазерного різання нержавіючої сталі.
У чому ще ви сумніваєтеся щодо лазерного різання нержавіючої сталі? Ви можете розповісти нам про свої сумніви та думки.
Якщо ви розглядаєте можливість вибору верстата для лазерного різання нержавіючої сталі з гарною якістю, швидким післяпродажним обслуговуванням і економічно вигідною ціною, ви можете дізнатися про наступне XT ЛАЗЕРяка є одним з відомих виробників волоконного лазерного обладнання в Китаї. Вони нададуть першокласні рішення для різання нержавіючої сталі відповідно до ваших потреб.