
Paslanmaz çelik, küçük cerrahi aletlerden çatal bıçak takımlarına ve pişirme kaplarına, büyük inşaat malzemelerine ve endüstriyel ekipmanlara kadar günlük hayatımızın her yerinde bulunabilir. Lazer kesim, yüksek hızı ve yüksek doğruluğu nedeniyle giderek daha fazla paslanmaz çelik işleyicisi tarafından tercih edilmektedir.
Bu makale paslanmaz çelik lazer kesiminin temellerini, kesim zorluklarını ve maliyetlerini kapsayacaktır.
Paslanmaz Çelik Lazer Kesim Nedir?
Paslanmaz çelik lazer kesim, çok yüksek güç yoğunluklu bir lazer ışınının paslanmaz çelik yüzeyine odaklandığı, yerel yüzey sıcaklığında hızlı bir artışa ve hızlı erime, buharlaşma ve ablasyona neden olan bir işlemdir.
Aynı zamanda, kiriş koaksiyel yüksek hızlı hava akışı sayesinde, iş parçası hassas kesimini gerçekleştirmek için paslanmaz çelik eriyik üflenecektir.
Paslanmaz Çeliğin Kesilmesi Neden Zordur?
Paslanmaz çeliğin kesilmesinin zor olmasının ana nedeni, ayrılmaz bir şekilde benzersiz fiziksel ve kimyasal özellikleriyle ilgilidir, özellikle geleneksel işleme yöntemlerinde aşağıdaki zorluklarla karşılaşacaktır:
Yüksek yansıtıcılık
Paslanmaz çelik, özellikle östenitik 304, 316, fiber lazer yansıtıcılığında 70%'ye kadar, karbon çeliğinden çok daha yüksektir. Bu, lazer enerjisini verimli bir şekilde birleştirmeyi zorlaştırır ve aynı kalınlıktaki karbon çeliğini kesmeye kıyasla bir kesim başlatmak için daha yüksek güç gerekir.
Yüksek eriyik viskozitesi, kolay cüruf asma
Paslanmaz çelik krom ve nikel gibi elementler içerdiğinden, yüksek eriyik viskozitesine ve zayıf akışkanlığa sahiptir. Bu, yardımcı gazın cürufu tamamen üflemesinin zor olduğu, kesimin alt ucunun bir "gözyaşı damlası" cürufu oluşturmasının kolay olduğu anlamına gelir.

Kalın plaka kesme enerji zayıflaması
Kalınlığı 10 mm'den fazla olan paslanmaz çelik plakaları keserken, lazer çentikte birçok kez yansır, bu da eşit olmayan enerji dağılımına neden olur, bu da çentik konikliğinin artmasına ve altta cüruf birikmesine neden olur.
Doğrama ofseti
Lazerin yüksek sıcaklığı altında, paslanmaz çelikteki çinko, manganez ve diğer düşük kaynama noktalı elementler tercihen buharlaşır ve bu elementlerin buharlaşması, çentik kenarının bileşiminde bir kaymaya yol açar ve kesim kenarının korozyon direnci azalabilir.
Paslanmaz Çelik Kesmek İçin En İyi Alet Hangisidir?
Paslanmaz çeliği kesmenin lazer kesim, CO2 kesim, CNC freze makinesi, su ile kesim, plazma kesim ve benzeri gibi birçok yolu vardır. Lazer kesim neden en iyi araçtır?
Yüksek kesme hassasiyeti
Odaklama aynası tarafından oluşturulan lazer odaklama noktası 0,01 mm kadar küçüktür, bu da paslanmaz çeliği anında erime noktasına veya buharlaşma sıcaklığına kadar ısıtabilir, erimiş malzemeyi üflemek için yüksek basınçlı gaz ile 0,1 mm'ye kadar çok dar bir yarık oluşturur, kesim yüzeyi pürüzsüz ve çapaksızdır ve ısıdan etkilenen bölge son derece küçüktür.
Mükemmel kesim kalitesi ve kolay deforme olmaz
Malzemenin çok kısa bir sürede lazerle yüksek sıcaklıkta buharlaştırılması, çentik dikliği iyidir, yüzey pürüzlülüğü Ra6.3μm veya daha az olabilir ve ikincil işlemi azaltır. Ayrıca lazer paslanmaz çelik kesme ısı konsantrasyonu, özellikle ince paslanmaz çelik plakanın kesilmesinde belirgin olan çok düşük termal deformasyona neden olur.

Yüksek malzeme kullanımı
Alevle kesme gibi geleneksel kesme işlemleriyle karşılaştırıldığında, lazerle kesilmiş paslanmaz çelik 50%'den daha dar bir yarığa sahiptir ve iç içe yerleştirme ile 30%'ye kadar malzeme tasarrufu sağlayabilirsiniz.
Uzun vadeli maliyet avantajı
Ss lazer kesimin ekipman ilk yatırımı yüksektir, ancak enerji tüketimi ve sarf malzemelerinin kapsamlı kullanımı, plazma kesme makinesi, cnc freze makinesi, karbondioksit kesme vb. ile karşılaştırıldığında, tek bir parçayı işleme maliyeti diğer kesimlerin maliyetinin sadece 1/3-1 / 2'sidir.
Paslanmaz Çelik Lazer Kesiminde Sık Karşılaşılan Sorunlar
Paslanmaz çeliği lazerle keserken bazı zorluklar mı yaşıyorsunuz? Bu bölüm, paslanmaz çelik kesiminde sık karşılaşılan olayları bir araya getirmekte ve bunları analiz ettikten sonra çözümler önermektedir.
Çapak Kusurları
Paslanmaz çeliğin delinmesinde, lazer ışını paslanmaz çeliğin yüzeyine çarpar ve erimeye başlar. Eriyik malzeme yüzeyine püskürtülür. Küçük deliklerin etrafına sıçrar ve bıyık çapakları oluşturur. Bu bıyık çapakları kesilen yüzeyde çiziklere neden olur ve ayrıca elektrostatik kapasite sensörünün profil oluşturma işlemini etkiler.

[Sebep] Oksijen yardımcı gaz olarak kullanıldığında, erimiş metal delme işlemi sırasında oksitlenir ve bıyık oluşturmaz ve paslanmaz çelik malzemenin yüzeyine iyi yapışmaz.
Ancak yardımcı gaz olarak nitrojen kullanıldığında, erimiş metal ah muhafaza edilmeyecek, eriyiğin viskozitesi düşük olacak, malzemenin yüzeyinin dilinin eriyiği ile birleşerek bıyık haline gelecektir. güçlü ve daha sonra etrafındaki küçük deliklerde yığılmış.
Paslanmaz çelik bıyık çapağı nasıl çözülür?
[Çözüm] Paslanmaz çelik lazer kesiminin bıyık çapağını çözmek için, hem erimiş metalin sıçramasını hem de yapışmayı önlemek gerekir.
(1) Erimiş malzeme üretiminin azaltılması
Perforasyon koşullarını ayarlayabiliriz, tek bir darbenin çıkış gücünü azaltmak için frekansı artırmak eriyik miktarını azaltmada etkili olacaktır. Ancak, bu işleme koşulunu kullanırken ısı girdisinin artacağı ve bu nedenle kalın plaka kesimi için kullanılamayacağı unutulmamalıdır.
② Perforasyon deliğinden çıkan erimiş metali üflemek için yardımcı bir gaz veya ölçülen üfleme gazı kullanın. Yardımcı gazlarla 0,05 MPa ve 0,7 MPa basınçta yapılan işlemlerin sonuçları şekilde gösterilmiştir. Görüleceği üzere, yüksek basınçlı gaz kullanıldığında yüzeye yapışan erimiş cüruf miktarı daha azdır.

(2) Yapışmanın önlenmesi
Malzemenin paslanmaz çelik yüzeyine bir bariyer film uygulanması erimiş metalin yapışmasını önler. Bunun nedeni, perforasyon sırasında ortaya çıkan erimiş metalin doğrudan paslanmaz çelik yüzeye yapışmak yerine bariyer film üzerinde birikmesidir.
İzolasyon filminin seçimi için, cüruf önleyici bir madde veya sonraki işlemleri kolaylaştıran bir yüzey aktif madde kullanılabilir.
(3) Çapak Giderme
Oluşan çapakları gidermek için ne yapılabilir? Delikli deliklerin yakınında çok küçük yuvarlak delikler açabilir ve delikleri açarken erimiş metali deliklerle birlikte çıkarabiliriz. Ya da birikintiyi ikinci kez eritmek için deliği deldikten sonra odak noktası konumunu yukarı doğru hareket ettirin ve gaz kullanarak uzaklaştırın.
1mm Paslanmaz Çelik Sacın İşlenmesi Deformasyon Üretir
Paslanmaz çeliği ince bir şerit şeklinde lazerle keserken, uçlardaki ve merkezdeki kısa eksenin genişliğinde bir tutarsızlık vardır.
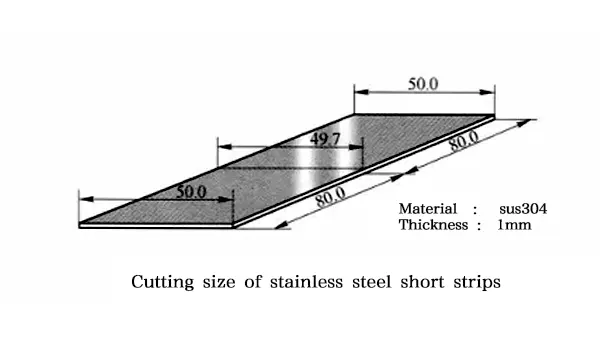
[Sebep] Kısa eksenin genişliğindeki farkın ana nedeni, çentik kısmındaki erimiş metalin ısısının işlenen nesnenin sıcaklığını yükseltmesi ve kesimin malzemenin yüksek sıcaklık durumunda gerçekleştirilmesidir. Kesme işleminden sonra sıcaklık düştüğünde, işlenmiş şeklin büzülmesi yukarıda açıklanan hataya yol açar. Ek olarak, iş parçasının şekli yaklaşık 0,5 mm'lik çentik genişliği içinde kaydırılır ve bu da kesim boyutundaki hatanın nedenidir.
[Çözüm] İşlenen şekil çentik içinde kaydırılırsa, sorun işlenen şekil ile işlenen şeklin dışındaki malzeme arasında bir mikro bağlantı kurularak çözülebilir. Mikro bağlantıyı ayarlama yöntemi, kesme işleminin ortasında duraklamak ve ardından kesme işlemine devam etmeden önce işleme yörüngesini hafifçe hareket ettirmektir. Mikro bağlantının kurulması, işlenen şekil ile işlenen şeklin dışındaki malzeme arasındaki mesafeyi korumak için zorunludur ve bu da deformasyonu önler.
Sıcak haddelenmiş karbon çelik malzemelerin işlenmesinde, farklı işleme pozisyonlarında farklı miktarlarda deformasyon olgusu zaman zaman ortaya çıkar. Bunun nedeni, haddelemeden sonra soğutmadaki çelik, malzeme uçlarının yeterince soğutulmaması, artık gerilimin nispeten yüksek olması, lazer kesiminde gerilimin serbest kalması ve deformasyona neden olması olabilir.
Film-Lamine Paslanmaz Çeliğin Doğrudan Kesimi
Piyasada satılan birçok paslanmaz çelikte çizilmeleri önlemek için yüzeye koruyucu bir film uygulanır. Genel olarak, koruyucu film kesimden önce çıkarılır ve kesimden sonra film tekrar takılır.
Bununla birlikte, daha fazla müşteri film uygulanmış ss lazer kesim talep etmektedir. film uygulanmış paslanmaz çeliğin kesimdeki etkisi sabit değildir, bazen etki çok iyidir, bazen koruyucu film soyulacaktır.

[Sebep] Peki neden koruyucu filmin soyulmasına neden oluyor? Bunun nedeni, kesimde, yarığa girmeyen yardımcı gazın paslanmaz çeliğin yüzeyine yayılması, koruyucu filmin ve boşluk içindeki malzemenin yüzeyinin istilası, böylece koruyucu filmin soyulmasıdır.
[Çözüm] Koruyucu filmi keserken, kesme kenarındaki lazer ışını modelinin yoğunluğu keskin bir şekilde dağıtılmalı ve lazerin türbülanslı hale gelmemesine dikkat edilmelidir. Lazerin koruyucu film üzerindeki termal etkisini azaltmak için hız koşulu yüksek hız koşuluna ayarlanmalıdır.
Paslanmaz Çelik Lazer Kesim Maliyeti
Paslanmaz çelik lazer kesim maliyeti, lazer kesim makinesi seçimini etkileyen önemli bir faktördür. Paslanmaz çelik lazer kesimine yatırım yapmanın maliyetini tek tek analiz edelim.
İlk Yatırım Maliyeti
Paslanmaz çelik lazer kesim makinesi fiyatı, ss lazer kesimin ilk yatırım maliyetidir ve aynı zamanda sabit bir maliyettir ve özel fiyatı ekipman tedarikçisine, güce, işleme genişliğine ve ek özelliklere (değişim masası, yükleme ve boşaltma sistemi gibi) bağlıdır. ve toz giderme sistemi) vb. Genel olarak, güç ne kadar yüksek olursa, kesme kapasitesi de o kadar yüksek olur, ancak ilk yatırım maliyeti de o kadar yüksek olacaktır.
İşletme Maliyetleri
İşletme maliyetleri aynı zamanda değişken maliyetlerdir, yani güç tüketimi, gaz tüketimi, bakım maliyetleri ve işçilik maliyetleri dahil olmak üzere ekipmanın kullanım maliyetidir.
Güç tüketimi
Paslanmaz çelik fiber lazer kesim makinesi fotoelektrik dönüşüm verimliliği yaklaşık 30% -40%, yani 1kW lazer gerçek güç tüketimi yaklaşık 2.5-3.3kW. Spesifik elektrik maliyeti, güç tarifelerinin konumuna bağlıdır.

Gaz tüketimi
Oksidasyonu önlemek ve erimiş malzemeyi uzaklaştırmak için kesme işleminde tüketilen gaz da işletme maliyetlerinden biridir. Örneğin, azot, oksijen, argon vb. Hangi yardımcı gazın seçileceği, kesme işleminin özelliğine bağlıdır.
Kesilecek metal malzemenin türü. Birçok kişi kesim yaparken maliyetten tasarruf etmek için basınçlı hava kullanacaktır, ancak kesim kalitesi düşüktür, cüruf asmak kolaydır.
Bakım maliyeti
Paslanmaz çelik fiber lazer kesim makinesinin bakım maliyeti esas olarak optiklerin, nozulların değiştirilmesi ve lazerin bakım maliyetidir. CO2 lazer kesim makinesi ile karşılaştırıldığında, fiber lazer kesim makinesinin bakım maliyeti, esas olarak daha düşük sarf malzemesi maliyeti ve lazerin daha uzun hizmet ömrü nedeniyle çok daha düşüktür.
SSS
Lazerle kesilebilen paslanmaz çeliğin kalınlığı ekipmanın gücüne bağlıdır. 1500W-3000W lazerler 8 mm kalınlığa kadar paslanmaz çelik kesebilir. 6kW-12kW lazerler 1-25 mm kalınlığa kadar paslanmaz çelik sac kesebilir. 15kW veya daha fazla lazerler 30-40mm kalınlığa kadar paslanmaz çelik sac kesebilir. Ultra yüksek güçlü lazer 30-40 mm kalınlığa kadar paslanmaz çelik sac kesebilir.
Tabii ki yapabilirsin! Tabii ki! 304 paslanmaz çelik etkili bir şekilde lazerle kesilebilir. Bunun nedeni, 304 paslanmaz çeliğin iyi termal iletkenliğe sahip olması, ancak daha düşük yansıtıcılığa sahip olmasıdır. alüminyumBu da onu fiber lazerlerle uyumlu hale getirir. Ferritik veya martensitik paslanmaz çeliklerin aksine, östenitik yapısı kesme işlemi sırasında çatlama riskini en aza indirir.
Lazerle paslanmaz çelik kesimi, yardımcı gaz seçiminin kesim kalitesi, hızı ve maliyeti üzerinde doğrudan bir etkiye sahip olduğu bir işlemdir.
Oksitlenmiş kesimler olmadan hassas kesim peşindeyseniz, nitrojeni tercih edin, bunun nedeni nitrojenin inert bir gaz olması, paslanmaz çelikteki maddelerle reaksiyona girmemesi, kesimin gümüş-beyaz orijinal renkte olması, kesme yüzeyinin cüruf sarkmadan pürüzsüz olması, ikincil işlem görmemesidir.
Yüksek kesme hızına ihtiyacınız varsa ve kesme yüzeyinin oksidasyonuyla oluşan siyah oksit tabakasını kabul edebiliyorsanız, oksijen iyi bir yardımcı gazdır.
Maliyet tasarrufunu en üst düzeye çıkarmak istiyorsanız ve yüksek kesim sonuçları ve hız gerektirmiyorsa, basınçlı havayı düşünebilirsiniz.
Sonuç
Paslanmaz çeliğin lazerle kesiminin neden zor olduğunu tartıştık ve paslanmaz çelik kesimi için yaygın sorunları ve çözümleri ve paslanmaz çeliğin lazerle kesim maliyetini ayrıntılı olarak analiz ettik.
Paslanmaz çeliğin lazerle kesilmesi hakkındaki diğer şüpheleriniz nelerdir? Bize şüphelerinizi ve düşüncelerinizi anlatabilirsiniz.
Kaliteli, hızlı satış sonrası hizmet ve uygun fiyatlı paslanmaz çelik lazer kesim makinesi seçmeyi düşünüyorsanız, aşağıdakiler hakkında bilgi edinebilirsiniz XT LAZERÇin'deki ünlü fiber lazer ekipmanı üreticilerinden biridir. İhtiyaçlarınıza göre birinci sınıf paslanmaz çelik kesme çözümleri sunacaklardır.