
Rostfritt stål finns överallt i vårt dagliga liv, från små kirurgiska instrument och bestick och köksredskap, till stora byggmaterial och industriell utrustning. Laserskärning föredras av allt fler tillverkare av rostfritt stål på grund av dess höga hastighet och höga noggrannhet.
I den här artikeln behandlas grunderna för laserskärning av rostfritt stål, skärsvårigheter och kostnader.
Vad är laserskärning av rostfritt stål?
Laserskärning av rostfritt stål är en process där en laserstråle med mycket hög effekttäthet fokuseras på ytan av rostfritt stål, vilket orsakar en snabb ökning av den lokala yttemperaturen och snabb smältning, förångning och ablation.
Samtidigt, genom strålen koaxial höghastighets luftflöde kommer att vara rostfritt stål smälta blåser bort, för att förverkliga arbetsstycket precision skärning.
Varför är rostfritt stål svårt att skära?
Det främsta skälet till att rostfritt stål är svårt att skära är oskiljaktigt relaterat till dess unika fysiska och kemiska egenskaper, särskilt i de traditionella bearbetningsmetoderna kommer att möta följande utmaningar:
Hög reflektionsförmåga
Rostfritt stål, särskilt austenitiskt 304, 316 på fiberlaserreflektiviteten upp till 70%, mycket högre än kolstål. Detta gör det svårt att koppla laserenergin effektivt och det krävs högre effekt för att initiera ett snitt jämfört med att skära kolstål med samma tjocklek.
Hög smältviskositet, lätt att hänga upp slagg
Eftersom rostfritt stål innehåller element som krom och nickel har det hög smältviskositet och dålig flytbarhet. Detta innebär att hjälpgasen är svår att helt blåsa av slaggen, den nedre änden av skäret är lätt att bilda en "tårdroppe" slagg.

Dämpning av skärenergi från tjock plåt
Vid skärning av rostfria stålplattor med tjocklek > 10 mm reflekteras lasern många gånger i kerfen, vilket resulterar i ojämn energifördelning, vilket leder till ökad kerfavsmalning och slaggackumulering i botten.
Förskjutning av hugg
Under laserns höga temperatur förångas företrädesvis zink, mangan och andra element med låg kokpunkt i rostfritt stål, och förångningen av dessa element leder till en förändring av sammansättningen av kanten på skäreggen, och korrosionsbeständigheten hos kanten på skäret kan minskas.
Vilket är det bästa verktyget för kapning av rostfritt stål?
Det finns många sätt att skära rostfritt stål, till exempel laserskärning, CO2-skärning, CNC-fräsmaskin, vattenskärning, plasmaskärning och så vidare. Varför är laserskärning det bästa verktyget?
Hög skärprecision
Laserfokuseringspunkten som bildas av fokuseringsspegeln är så liten som 0,01 mm, vilket omedelbart kan värma rostfritt stål till smältpunkten eller förångningstemperaturen, med högtrycksgasen för att blåsa bort det smälta materialet och bilda en mycket smal till 0,1 mm slits, den skurna ytan är slät och burrfri och den värmepåverkade zonen är extremt liten.
Utmärkt skärkvalitet och inte lätt att deformera
laser hög temperatur förångning av materialet på en mycket kort tid, kerf vinkelräthet är bra, kan ytjämnheten vara upp till Ra6.3μm eller mindre, vilket minskar den sekundära bearbetningen. Plus laser rostfritt stål skärande värmekoncentration, vilket resulterar i mycket låg termisk deformation, vilket är särskilt tydligt vid skärning av tunn rostfri stålplatta.

Högt materialutnyttjande
Jämfört med traditionella skärprocesser, t.ex. flamskärning, har laserskuret rostfritt stål en slits som är mer än 50% smalare, och med nested nesting kan du spara upp till 30% material.
Långsiktig kostnadsfördel
Ss laserskärningsutrustningens initiala investering är hög, men den omfattande användningen av energiförbrukning och förbrukningsvaror, jämfört med plasmaskärmaskin, cnc-fräsmaskin, koldioxidskärning etc., är kostnaden för bearbetning av en enda bit endast 1/3-1/2 av kostnaden för de andra skärningarna.
Vanliga problem vid laserskärning av rostfritt stål
Upplever du några svårigheter när du laserskär rostfritt stål? I det här avsnittet sammanställer vi vanliga fenomen vid skärning av rostfritt stål och föreslår lösningar efter att ha analyserat dem.
Burr defekter
Vid genomborrning av rostfritt stål träffar laserstrålen ytan på det rostfria stålet och börjar smälta. Smältan kastas ut på materialets yta. Den stänker runt de små hålen och bildar morrhårsborrar. Dessa morrhår orsakar repor på den skurna ytan och påverkar även profileringen hos den elektrostatiska kapacitetssensorn.

[Motivering] När syrgas används som hjälpgas oxiderar den smälta metallen under håltagningsprocessen och bildar inte morrhår och fäster inte bra på ytan av det rostfria materialet.
Men när kväve används som en hjälpgas kommer den smälta metallen inte att bibehållas ah, smältans viskositet är låg, den kommer att sträcka sig för att bli morrhår, i kombination med smältan på språket på materialets yta mellan tätheten av den starka och sedan staplas upp i de små hålen runt.
Hur löser man rostfritt stål whisker burr?
[Lösning] För att lösa whisker burr av laserskärning av rostfritt stål är det nödvändigt att förhindra både stänk av smält metall och vidhäftning.
(1) Minska produktionen av smält material
①Vi kan justera perforeringsförhållandena, öka frekvensen för att minska uteffekten för en enda puls kommer att vara effektiv för att minska mängden smält. Det bör dock noteras att vid användning av detta bearbetningsförhållande kommer värmetillförseln att ökas och kan därför inte användas för skärning av tjock plåt.
② Använd en hjälpgas eller en uppmätt blåsgas för att blåsa bort den smälta metall som slungas ut från perforeringshålet. Resultaten av bearbetningen med hjälpgaser vid 0,05 MPa och 0,7 MPa tryck visas i figuren. Som synes är mängden smält slagg som fastnar på ytan mindre när högtrycksgas används.

(2) Förhindrande av vidhäftning
Genom att applicera en barriärfilm på materialets yta av rostfritt stål förhindras den smälta metallen från att fästa. Detta beror på att den smälta metall som uppstår vid perforeringen samlas på barriärfilmen i stället för att fästa direkt på den rostfria ytan.
För valet av isoleringsfilm kan ett slaggförhindrande medel eller ett ytaktivt medel som underlättar efterföljande bearbetning användas.
(3) Avlägsnande av grader
Vad kan man göra för att ta bort de grader som har skapats? Vi kan skära mycket små runda hål i närheten av de perforerade hålen och avlägsna den smälta metallen tillsammans med hålen när vi skär dem. Eller flytta fokuspunktens position uppåt efter håltagningen för att smälta uppbyggnaden en andra gång och använda gas för att blåsa bort den.
Bearbetning av 1 mm plåt av rostfritt stål ger upphov till deformation
Vid laserskärning av rostfritt stål i form av ett tunt band finns det en avvikelse i bredden på den korta axeln i ändarna och i mitten.
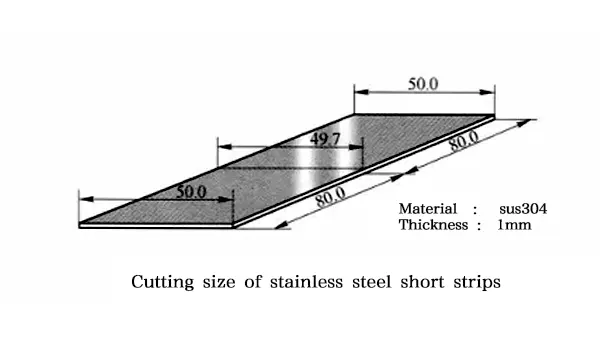
[Motivering] Den främsta orsaken till skillnaden i bredden på den korta axeln är att värmen från den smälta metallen i delen av kerfen höjer temperaturen på det bearbetade objektet, och skärningen kommer att utföras i materialets högtemperaturtillstånd. När temperaturen sjunker efter skärning leder krympning av den bearbetade formen till det fel som beskrivs ovan. Dessutom förskjuts arbetsstyckets form inom kerfbredden på cirka 0,5 mm, vilket också är orsaken till felet i skärstorleken.
[Lösning] Om den bearbetade formen förskjuts inom snittytan kan problemet lösas genom att installera en mikroförbindelse mellan den bearbetade formen och materialet utanför den bearbetade formen. Metoden för att ställa in mikroförbindelsen är att pausa mitt i kapningen och sedan flytta bearbetningsbanan något innan kapningen fortsätter. Att installera mikroförbindelsen är obligatoriskt för att bibehålla avståndet mellan den bearbetade formen och materialet utanför den bearbetade formen, vilket förhindrar deformation.
Vid bearbetning av varmvalsade kolstålsmaterial uppstår ibland fenomenet med olika mängder deformation vid olika bearbetningspositioner. Detta kan bero på att stålet i kylningen efter valsning, materialändarna inte är tillräckligt kylda, restspänningen är relativt hög, spänningen frigörs i laserskärningen, vilket resulterar i deformation.
Direkt skärning av filmlaminat i rostfritt stål
Många rostfria stål som finns till försäljning har en skyddsfilm applicerad på ytan för att förhindra repor. Generellt sett tas skyddsfilmen bort före kapning och sätts sedan tillbaka efter kapning.
Fler kunder kräver dock ss laserskärning med filmen applicerad. effekten av filmapplicerat rostfritt stål vid skärning är inte stabil, ibland är effekten mycket bra, ibland kommer den skyddande filmskalningen att hända.

[Motivering] Så varför orsakar det att skyddsfilmen skalas av? Detta beror på att i skärningen, inte gick in i slitsen hjälpgas kommer att diffundera till ytan av rostfritt stål, invasion av skyddsfilmen och ytan av materialet inom gapet, så att skyddsfilmen skalning.
[Lösning] Vid skärning av skyddsfilmen bör intensiteten i laserstrålens mönster vid skärkanten vara skarpt fördelad och man bör se till att lasern inte blir turbulent. Hastighetsförhållandet bör ställas in på höghastighetsförhållande för att minska laserns termiska påverkan på skyddsfilmen.
Kostnad för laserskärning av rostfritt stål
Kostnaden för laserskärning av rostfritt stål är en viktig faktor som påverkar valet av laserskärmaskin. Låt oss analysera kostnaden för att investera i laserskärning av rostfritt stål en efter en.
Initial investeringskostnad
Priset på laserskärmaskin för rostfritt stål är den initiala investeringskostnaden för ss laserskärning, och det är också en fast kostnad, och dess specifika pris beror på utrustningsleverantören, kraften, bearbetningsbredden och ytterligare funktioner (såsom utbytesbordet, lastnings- och lossningssystemet och dammborttagningssystemet) och så vidare. I allmänhet, ju högre effekt, desto högre skärkapacitet, men desto högre blir den initiala investeringskostnaden.
Löpande kostnader
Driftskostnader är också rörliga kostnader, dvs. kostnaden för att använda utrustningen, inklusive energiförbrukning, gasförbrukning, underhållskostnader och arbetskostnader.
Strömförbrukning
Rostfritt stål fiberlaserskärmaskin fotoelektrisk omvandlingseffektivitet på cirka 30% -40%, det vill säga 1kW laser faktisk strömförbrukning på cirka 2,5-3,3kW. Den specifika kostnaden för el beror på placeringen av effekttarifferna.

Gasförbrukning
Den gas som förbrukas i skärprocessen för att förhindra oxidation och blåsa bort det smälta materialet är också en av de löpande kostnaderna. Till exempel kväve, syre, argon etc. Det specifika valet av vilken hjälpgas som ska användas beror på t
Typ av metallmaterial som ska skäras. Många människor använder tryckluft för att spara kostnader vid skärning, men skärkvaliteten är dålig, lätt att hänga slagg.
Underhållskostnad
Underhållskostnaden för fiberlaserskärmaskin i rostfritt stål är främst utbyte av optik, munstycken och underhållskostnaden för lasern. Jämfört med CO2-laserskärmaskin är underhållskostnaden för fiberlaserskärmaskin mycket lägre, främst på grund av den lägre kostnaden för förbrukningsvaror och laserns längre livslängd.
Vanliga frågor
Tjockleken på rostfritt stål som kan laserskäras beror på utrustningens effekt. 1500W-3000W-lasrar kan skära rostfritt stål upp till 8 mm tjockt. 6kW-12kW lasrar kan skära rostfritt stål upp till 1-25mm tjockt. 15kW eller fler lasrar kan skära rostfritt stålplåt upp till 30-40mm tjockt. Ultrahögeffektiv laserskärning av rostfritt stålplåt med en tjocklek på upp till 30-40 mm.
Självklart kan du det! Självklart kan du det! 304 rostfritt stål kan laserskäras effektivt. Detta beror på att 304 rostfritt stål har god värmeledningsförmåga men lägre reflektionsförmåga än aluminiumvilket gör det kompatibelt med fiberlasrar. Till skillnad från ferritiska eller martensitiska rostfria stål minimerar den austenitiska strukturen risken för sprickbildning under skärprocessen.
Laserskärning av rostfritt stål är ett område där valet av hjälpgas har en direkt inverkan på skärkvalitet, hastighet och kostnad.
Om du strävar efter precisionsskärning utan oxiderade skär, föredra kväve, detta beror på att kväve är en inert gas kommer inte att reagera med ämnena i rostfritt stål, skäret är silvervitt originalfärg, skärytan är slät utan hängande slagg, utan sekundär behandling.
Om du behöver hög skärhastighet och kan acceptera det svarta oxidskiktet som bildas genom oxidation av skärytan, är syrgas en bra hjälpgas.
Om du vill maximera kostnadsbesparingarna och inte kräver höga skärresultat och hastighet kan du överväga tryckluft.
Slutsats
Vi har diskuterat orsakerna till varför laserskärning av rostfritt stål är svårt och analyserat i detalj de vanliga problemen och lösningarna för skärning av rostfritt stål och kostnaden för laserskärning av rostfritt stål.
Vilka är dina andra tvivel om laserskärning av rostfritt stål? Du kan berätta för oss dina tvivel och tankar.
Om du funderar på att välja laserskärmaskin i rostfritt stål med god kvalitet, snabb kundservice och kostnadseffektivt pris kan du lära dig mer om följande XT LASER, som är en av de berömda tillverkarna av fiberlaserutrustning i Kina. De kommer att tillhandahålla förstklassiga skärlösningar i rostfritt stål enligt dina behov.