
Oțelul inoxidabil poate fi găsit peste tot în viața noastră de zi cu zi, de la instrumente chirurgicale mici și tacâmuri și vase de gătit, până la materiale de construcții mari și echipamente industriale. Tăierea cu laser este preferată de din ce în ce mai mulți procesatori de oțel inoxidabil datorită vitezei și preciziei sale ridicate.
Acest articol va acoperi elementele de bază ale tăierii cu laser a oțelului inoxidabil, dificultățile de tăiere și costurile.
Ce este tăierea cu laser a oțelului inoxidabil?
Tăierea cu laser a oțelului inoxidabil este un proces în care un fascicul laser cu densitate de putere foarte mare este concentrat pe suprafața oțelului inoxidabil, provocând o creștere rapidă a temperaturii locale a suprafeței și topirea, vaporizarea și ablația rapidă.
În același timp, prin fluxul de aer de mare viteză coaxial al fasciculului va fi suflarea oțelului inoxidabil topit, pentru a realiza tăierea de precizie a piesei de prelucrat.
De ce este dificil de tăiat oțelul inoxidabil?
Principalul motiv pentru care oțelul inoxidabil este dificil de tăiat este inseparabil legat de proprietățile sale fizice și chimice unice, în special în metodele tradiționale de prelucrare se vor confrunta cu următoarele provocări:
Reflectivitate ridicată
Oțelul inoxidabil, în special austeniticul 304, 316 pe reflectivitatea laserului cu fibră până la 70%, mult mai mare decât oțelul carbon. Acest lucru face dificilă cuplarea eficientă a energiei laserului și este necesară o putere mai mare pentru a iniția o tăiere în comparație cu tăierea oțelului carbon de aceeași grosime.
Vâscozitate ridicată a topiturii, ușor de agățat zgura
Deoarece oțelul inoxidabil conține elemente precum cromul și nichelul, acesta are o vâscozitate ridicată la topire și o fluiditate slabă. Aceasta înseamnă că gazul auxiliar este dificil de suflat complet zgura, capătul inferior al tăieturii este ușor de format o zgură "picătură de lacrimă".

Atenuarea energiei de tăiere a plăcii groase
La tăierea plăcilor de oțel inoxidabil cu grosimea > 10 mm, laserul este reflectat de mai multe ori în kerf, rezultând o distribuție inegală a energiei, ceea ce duce la creșterea conicității kerf și la acumularea de zgură în partea inferioară.
Decalaj de tăiere
La temperatura ridicată a laserului, zincul, manganul și alte elemente cu punct de fierbere scăzut din oțelul inoxidabil sunt evaporate în mod preferențial, iar evaporarea acestor elemente duce la o schimbare a compoziției marginii tăișului, iar rezistența la coroziune a marginii tăișului poate fi redusă.
Care este cel mai bun instrument pentru tăierea oțelului inoxidabil?
Există multe modalități de tăiere a oțelului inoxidabil, cum ar fi tăierea cu laser, tăierea cu CO2, mașina de frezat CNC, tăierea cu apă, tăierea cu plasmă și așa mai departe. De ce este tăierea cu laser cel mai bun instrument?
Precizie ridicată de tăiere
Punctul de focalizare laser format de oglinda de focalizare este la fel de mic ca 0,01 mm, care poate încălzi instantaneu oțelul inoxidabil la punctul de topire sau temperatura de vaporizare, cu gazul de înaltă presiune pentru a sufla materialul topit, formând o fantă foarte îngustă de 0,1 mm, suprafața tăiată este netedă și fără bavuri, iar zona afectată de căldură este extrem de mică.
Calitate excelentă de tăiere și nu este ușor de deformat
vaporizarea cu laser la temperaturi ridicate a materialului într-o perioadă foarte scurtă de timp, perpendicularitatea kerf este bună, rugozitatea suprafeței poate fi de până la Ra6.3μm sau mai mică, reducând prelucrarea secundară. Plus concentrarea căldurii de tăiere a oțelului inoxidabil cu laser, rezultând o deformare termică foarte scăzută, care este evidentă în special în tăierea plăcii subțiri din oțel inoxidabil.

Utilizare ridicată a materialelor
În comparație cu procesele tradiționale de tăiere, cum ar fi tăierea cu flacără, oțelul inoxidabil tăiat cu laser are o fantă care este mai îngustă cu peste 50%, iar cu cuibărirea cuiburilor puteți economisi până la 30% de material.
Avantaj de cost pe termen lung
Investiția inițială a echipamentului de tăiere cu laser Ss este ridicată, dar utilizarea cuprinzătoare a consumului de energie și a consumabilelor, în comparație cu mașina de tăiere cu plasmă, mașina de frezat cnc, tăierea cu dioxid de carbon etc., costul de prelucrare a unei singure piese este de numai 1/3-1/2 din costul celorlalte tăieturi.
Probleme comune ale tăierii cu laser a oțelului inoxidabil
Vă confruntați cu unele dificultăți la tăierea cu laser a oțelului inoxidabil? Această secțiune reunește fenomene comune în tăierea oțelului inoxidabil și propune soluții după analizarea acestora.
Defecte de bavură
În cazul perforării oțelului inoxidabil, raza laser atinge suprafața oțelului inoxidabil și începe să se topească. Topitura este ejectată pe suprafața materialului. Aceasta se împrăștie în jurul găurilor mici și formează bavuri în formă de mustăți. Aceste bavuri provoacă zgârieturi pe suprafața tăiată și afectează, de asemenea, acțiunea de profilare a senzorului electrostatic de capacitate.

[Motiv] Atunci când oxigenul este utilizat ca gaz auxiliar, metalul topit se oxidează în timpul procesului de perforare și nu formează mustăți și nu aderă bine la suprafața materialului din oțel inoxidabil.
Dar atunci când azotul este utilizat ca gaz auxiliar, metalul topit nu va fi menținut ah, vâscozitatea topiturii este scăzută, se va întinde pentru a deveni mustăți, cuplat cu topirea limbii suprafeței materialului între etanșeitatea puternic, și apoi îngrămădite în găurile mici din jur.
Cum să rezolvați bavura de whisker din oțel inoxidabil?
[Soluție] Pentru a rezolva bavura whisker de tăiere cu laser din oțel inoxidabil, este necesar să se prevină atât stropirea metalului topit, cât și aderența.
(1) Reducerea producției de material topit
① Putem ajusta condițiile de perforare, creșterea frecvenței pentru a reduce puterea de ieșire a unui singur impuls va fi eficientă în reducerea cantității de topitură. Cu toate acestea, trebuie remarcat faptul că atunci când se utilizează această condiție de prelucrare, aportul de căldură va fi crescut și, prin urmare, nu poate fi utilizat pentru tăierea plăcilor groase.
② Utilizați un gaz auxiliar sau un gaz de suflare măsurat pentru a sufla metalul topit ejectat din gaura de perforare. Rezultatele prelucrării cu gaze auxiliare la presiunea de 0,05 MPa și 0,7 MPa sunt prezentate în figură. După cum se poate observa, cantitatea de zgură topită care aderă la suprafață este mai mică atunci când se utilizează gaz de înaltă presiune.

(2) Prevenirea aderenței
Aplicarea unei pelicule de protecție pe suprafața din oțel inoxidabil a materialului împiedică metalul topit să adere. Acest lucru se datorează faptului că, în timpul perforării, metalul topit rezultat se acumulează pe pelicula de protecție în loc să adere direct la suprafața din oțel inoxidabil.
Pentru selectarea filmului izolator, se poate utiliza un agent de prevenire a zgurii sau un agent tensioactiv care facilitează prelucrarea ulterioară.
(3) Îndepărtarea bavurilor
Ce se poate face pentru a îndepărta bavurile care au fost create? Putem tăia găuri rotunde foarte mici în apropierea găurilor perforate și să îndepărtăm metalul topit împreună cu găurile atunci când le tăiem. Sau să mutăm poziția punctului focal în sus după perforarea găurii pentru a topi acumularea pentru a doua oară și să folosim gaz pentru a o îndepărta.
Procesarea foii de oțel inoxidabil de 1 mm produce deformări
La tăierea cu laser a oțelului inoxidabil sub forma unei benzi subțiri, există o discrepanță în lățimea axei scurte la capete și în centru.
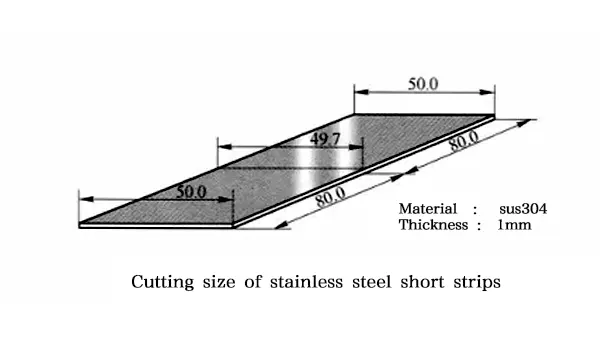
[Motiv] Principalul motiv al diferenței de lățime a axei scurte este faptul că căldura metalului topit în partea de tăiere crește temperatura obiectului prelucrat, iar tăierea va fi efectuată în starea de temperatură ridicată a materialului. Atunci când temperatura scade după tăiere, contracția formei prelucrate conduce la eroarea descrisă mai sus. În plus, forma piesei de prelucrat este deplasată în cadrul lățimii de tăiere de aproximativ 0,5 mm, ceea ce este, de asemenea, cauza erorii în dimensiunea tăierii.
[Soluție] În cazul în care forma prelucrată este deplasată în interiorul tăișului, problema poate fi rezolvată prin instalarea unei microconexiuni între forma prelucrată și materialul din afara formei prelucrate. Metoda de instalare a microconexiunii constă în efectuarea unei pauze în mijlocul tăierii și apoi deplasarea ușoară a traiectoriei de prelucrare înainte de continuarea tăierii. Instalarea microconexiunii este obligatorie pentru a menține distanța dintre forma prelucrată și materialul din afara formei prelucrate, ceea ce previne deformarea.
În prelucrarea materialelor din oțel carbon laminate la cald, apare ocazional fenomenul diferitelor cantități de deformare la diferite poziții de prelucrare. Acest lucru se poate datora răcirii oțelului după laminare, capetele materialului nu sunt suficient răcite, tensiunea reziduală este relativ ridicată, tensiunea este eliberată în tăierea cu laser, ducând la deformare.
Tăierea directă a oțelului inoxidabil laminat cu film
Pe suprafața multor oțeluri inoxidabile de pe piață se aplică o folie de protecție pentru a preveni zgârieturile. În general, folia protectoare va fi îndepărtată înainte de tăiere, iar apoi va fi pusă la loc după tăiere.
Cu toate acestea, mai mulți clienți necesită tăierea cu laser ss cu filmul aplicat. efectul filmului aplicat din oțel inoxidabil în tăiere nu este stabil, uneori efectul este foarte bun, uneori se va întâmpla peelingul filmului de protecție.

[Motiv] Deci, de ce se desprinde pelicula de protecție? Acest lucru se datorează faptului că, în timpul tăierii, gazul auxiliar care nu a intrat în fantă se va răspândi pe suprafața oțelului inoxidabil, invazia peliculei de protecție și suprafața materialului în cadrul decalajului, astfel încât pelicula de protecție se decojește.
[Soluție] La tăierea foliei de protecție, intensitatea modelului fasciculului laser la marginea de tăiere trebuie să fie bine distribuită și trebuie să se acorde atenție ca laserul să nu devină turbulent. Condiția de viteză trebuie setată la viteză mare pentru a reduce influența termică a laserului asupra foliei de protecție.
Costul tăierii cu laser a oțelului inoxidabil
Costul tăierii cu laser a oțelului inoxidabil este un factor important care afectează alegerea mașinii de tăiere cu laser. Să analizăm costul investiției în tăierea cu laser a oțelului inoxidabil unul câte unul.
Costul investiției inițiale
Prețul mașinii de tăiat cu laser din oțel inoxidabil este costul investiției inițiale de tăiere cu laser ss și este, de asemenea, un cost fix, iar prețul său specific depinde de furnizorul de echipamente, puterea, lățimea de prelucrare și caracteristicile suplimentare (cum ar fi masa de schimb, sistemul de încărcare și descărcare și sistemul de îndepărtare a prafului) și așa mai departe. În general, cu cât puterea este mai mare, cu atât capacitatea de tăiere este mai mare, dar costul investiției inițiale va fi mai mare.
Costuri de funcționare
Costurile de funcționare sunt, de asemenea, costuri variabile, adică costurile de utilizare a echipamentului, inclusiv consumul de energie, consumul de gaz, costurile de întreținere și costurile forței de muncă.
Consumul de energie
Mașină de tăiat cu laser cu fibră de oțel inoxidabil eficiență de conversie fotoelectrică de aproximativ 30% -40%, adică, 1kW laser consum real de energie de aproximativ 2,5-3,3kW. Costul specific al energiei electrice depinde de locația tarifelor de alimentare.

Consumul de gaz
Gazul consumat în procesul de tăiere pentru a preveni oxidarea și pentru a îndepărta materialul topit este, de asemenea, unul dintre costurile de funcționare. De exemplu, azot, oxigen, argon etc. Alegerea specifică a cărui gaz auxiliar depinde de t
Tipul de material metalic care urmează să fie tăiat. Mulți oameni vor folosi aer comprimat pentru a economisi costuri la tăiere, dar calitatea tăierii este slabă, ușor de agățat zgură.
Costuri de întreținere
Costul de întreținere al mașinii de tăiat cu laser cu fibră de oțel inoxidabil este în principal înlocuirea opticii, a duzelor și a costului de întreținere a laserului. În comparație cu mașina de tăiat cu laser CO2, costul de întreținere al mașinii de tăiat cu laser cu fibre este mult mai mic, în principal din cauza costului mai mic al consumabilelor și a duratei de viață mai lungi a laserului.
Întrebări frecvente
Grosimea oțelului inoxidabil care poate fi tăiat cu laser depinde de puterea echipamentului. Laserele de 1500W-3000W pot tăia oțel inoxidabil cu o grosime de până la 8 mm. Laserele de 6kW-12kW pot tăia foi de oțel inoxidabil cu o grosime de până la 1-25 mm. Laserele de 15 kW sau mai mult pot tăia foi de oțel inoxidabil cu o grosime de până la 30-40 mm. Laser cu putere ultra mare care taie foi de oțel inoxidabil cu grosimea de până la 30-40 mm.
Bineînțeles că poți! Desigur! Oțelul inoxidabil 304 poate fi tăiat cu laser în mod eficient. Acest lucru se datorează faptului că oțelul inoxidabil 304 are o conductivitate termică bună, dar o reflectivitate mai mică decât aluminiu, ceea ce îl face compatibil cu laserele cu fibră. Spre deosebire de oțelurile inoxidabile feritice sau martensitice, structura sa austenitică minimizează riscul de fisurare în timpul procesului de tăiere.
Tăierea cu laser a oțelului inoxidabil este un domeniu în care alegerea gazului auxiliar are un impact direct asupra calității tăierii, vitezei și costului.
Dacă urmăriți tăierea de precizie fără tăieturi oxidate, acordați prioritate azotului, deoarece azotul este un gaz inert care nu va reacționa cu substanțele din oțelul inoxidabil, tăierea este de culoare originală alb-argintie, suprafața de tăiere este netedă, fără zgură agățată, fără tratament secundar.
Dacă aveți nevoie de viteză mare de tăiere și puteți accepta stratul de oxid negru produs prin oxidarea suprafeței de tăiere, atunci oxigenul este un gaz auxiliar bun.
Dacă doriți să maximizați economiile de costuri și nu aveți nevoie de rezultate și viteză de tăiere ridicate, puteți lua în considerare aerul comprimat.
Concluzie
Am discutat motivele pentru care tăierea cu laser a oțelului inoxidabil este dificilă și am analizat în detaliu problemele și soluțiile comune pentru tăierea oțelului inoxidabil și costul tăierii cu laser a oțelului inoxidabil.
Care sunt celelalte îndoieli cu privire la tăierea cu laser a oțelului inoxidabil? Puteți să ne spuneți îndoielile și gândurile dvs.
Dacă vă gândiți să alegeți mașina de tăiat cu laser din oțel inoxidabil cu o calitate bună, servicii post-vânzare prompte și preț rentabil, puteți afla despre următoarele LASER XT, care este unul dintre cei mai renumiți producători de echipamente laser cu fibră optică din China. Ei vor oferi soluții de tăiere a oțelului inoxidabil de top în funcție de nevoile dumneavoastră.