
Stal nierdzewną można znaleźć wszędzie w naszym codziennym życiu, od małych narzędzi chirurgicznych, sztućców i naczyń kuchennych, po duże materiały budowlane i sprzęt przemysłowy. Cięcie laserowe jest preferowane przez coraz większą liczbę przetwórców stali nierdzewnej ze względu na dużą prędkość i wysoką dokładność.
W tym artykule omówione zostaną podstawy cięcia laserowego stali nierdzewnej, trudności związane z cięciem i koszty.
Czym jest cięcie laserowe stali nierdzewnej?
Cięcie laserowe stali nierdzewnej to proces, w którym wiązka lasera o bardzo wysokiej gęstości mocy jest skupiana na powierzchni stali nierdzewnej, powodując szybki wzrost lokalnej temperatury powierzchni i szybkie topienie, parowanie i ablację.
W tym samym czasie, poprzez wiązkę współosiowego przepływu powietrza o dużej prędkości, stopiona stal nierdzewna zostanie zdmuchnięta, aby zrealizować precyzyjne cięcie przedmiotu obrabianego.
Dlaczego stal nierdzewna jest trudna do cięcia?
Główny powód, dla którego stal nierdzewna jest trudna do cięcia, jest nierozerwalnie związany z jej unikalnymi właściwościami fizycznymi i chemicznymi, zwłaszcza w przypadku tradycyjnych metod przetwarzania, które będą musiały sprostać następującym wyzwaniom:
Wysoki współczynnik odbicia
Stal nierdzewna, zwłaszcza austenityczna 304, 316, ma współczynnik odbicia lasera światłowodowego do 70%, znacznie wyższy niż stal węglowa. Utrudnia to efektywne sprzężenie energii lasera, a do zainicjowania cięcia wymagana jest wyższa moc w porównaniu do cięcia stali węglowej o tej samej grubości.
Wysoka lepkość stopu, łatwy do zawieszenia żużel
Ponieważ stal nierdzewna zawiera pierwiastki takie jak chrom i nikiel, charakteryzuje się wysoką lepkością i słabą płynnością. Oznacza to, że gaz pomocniczy jest trudny do całkowitego zdmuchnięcia żużla, a dolny koniec cięcia łatwo tworzy żużel w postaci "kropli łzy".

Tłumienie energii cięcia grubych płyt
Podczas cięcia płyt ze stali nierdzewnej o grubości > 10 mm, laser jest odbijany wiele razy w szczelinie cięcia, co powoduje nierównomierny rozkład energii, co prowadzi do zwiększonego zwężenia szczeliny cięcia i gromadzenia się żużla na dole.
Przesunięcie cięcia
W wysokiej temperaturze lasera cynk, mangan i inne pierwiastki o niskiej temperaturze wrzenia w stali nierdzewnej są preferencyjnie odparowywane, a odparowanie tych pierwiastków prowadzi do zmiany składu krawędzi cięcia, a odporność na korozję krawędzi cięcia może być zmniejszona.
Jakie jest najlepsze narzędzie do cięcia stali nierdzewnej?
Istnieje wiele sposobów cięcia stali nierdzewnej, takich jak cięcie laserowe, cięcie CO2, frezarka CNC, cięcie wodą, cięcie plazmowe itp. Dlaczego cięcie laserowe jest najlepszym narzędziem?
Wysoka precyzja cięcia
Laserowa plamka ogniskująca utworzona przez lustro ogniskujące ma zaledwie 0,01 mm, co może natychmiast podgrzać stal nierdzewną do temperatury topnienia lub temperatury parowania, z gazem pod wysokim ciśnieniem, aby zdmuchnąć stopiony materiał, tworząc bardzo wąską szczelinę do 0,1 mm, powierzchnia cięcia jest gładka i pozbawiona zadziorów, a strefa wpływu ciepła jest niezwykle mała.
Doskonała jakość cięcia i odporność na odkształcenia
Laserowe odparowanie materiału w wysokiej temperaturze w bardzo krótkim czasie, prostopadłość rzazu jest dobra, chropowatość powierzchni może wynosić do Ra6,3 μm lub mniej, zmniejszając wtórną obróbkę. Plus laserowa koncentracja ciepła cięcia stali nierdzewnej, skutkująca bardzo niskim odkształceniem termicznym, co jest szczególnie widoczne przy cięciu cienkiej blachy ze stali nierdzewnej.

Wysokie wykorzystanie materiału
W porównaniu z tradycyjnymi procesami cięcia, takimi jak cięcie płomieniowe, cięta laserowo stal nierdzewna ma szczelinę węższą o ponad 50%, a dzięki zagnieżdżaniu można zaoszczędzić do 30% materiału.
Długoterminowa przewaga kosztowa
Początkowa inwestycja w sprzęt do cięcia laserowego Ss jest wysoka, ale kompleksowe wykorzystanie zużycia energii i materiałów eksploatacyjnych, w porównaniu z maszyną do cięcia plazmowego, frezarką cnc, cięciem dwutlenkiem węgla itp. koszt obróbki pojedynczego elementu wynosi tylko 1/3-1/2 kosztu innych cięć.
Typowe problemy związane z laserowym cięciem stali nierdzewnej
Czy podczas cięcia laserowego stali nierdzewnej występują jakieś trudności? Ta sekcja zawiera zestawienie typowych zjawisk podczas cięcia stali nierdzewnej i proponuje rozwiązania po ich przeanalizowaniu.
Wady zadziorów
Podczas przebijania stali nierdzewnej wiązka lasera uderza w powierzchnię stali nierdzewnej i zaczyna się topić. Stopiony materiał jest wyrzucany na powierzchnię. Rozpryskuje się wokół małych otworów i tworzy zadziory. Te zadziory powodują zadrapania na ciętej powierzchni, a także wpływają na profilowanie elektrostatycznego czujnika pojemności.

[Powód] Gdy tlen jest używany jako gaz pomocniczy, stopiony metal utlenia się podczas procesu przebijania i nie tworzy wąsów i nie przylega dobrze do powierzchni materiału ze stali nierdzewnej.
Ale gdy azot jest używany jako gaz pomocniczy, stopiony metal nie będzie utrzymywany w stanie ah, lepkość stopu jest niska, będzie się rozciągać, aby stać się wąsami, w połączeniu ze stopionym językiem powierzchni materiału między szczelnością silnego, a następnie gromadzi się w małych otworach wokół.
Jak usunąć zadziory ze stali nierdzewnej?
[Rozwiązanie] Aby zapobiec powstawaniu zadziorów podczas cięcia laserowego stali nierdzewnej, konieczne jest zapobieganie zarówno rozpryskiwaniu stopionego metalu, jak i adhezji.
(1) Zmniejszenie produkcji stopionego materiału
Możemy dostosować warunki perforacji, zwiększając częstotliwość w celu zmniejszenia mocy wyjściowej pojedynczego impulsu, co będzie skuteczne w zmniejszaniu ilości stopionego materiału. Należy jednak zauważyć, że podczas korzystania z tego warunku przetwarzania, dopływ ciepła zostanie zwiększony, a zatem nie można go używać do cięcia grubych płyt.
② Wykorzystanie gazu pomocniczego lub zmierzonego gazu porotwórczego do zdmuchnięcia stopionego metalu wyrzuconego z otworu perforacyjnego. Wyniki obróbki z użyciem gazów pomocniczych pod ciśnieniem 0,05 MPa i 0,7 MPa przedstawiono na rysunku. Jak widać, ilość stopionego żużla przylegającego do powierzchni jest mniejsza, gdy używany jest gaz pod wysokim ciśnieniem.

(2) Zapobieganie przywieraniu
Nałożenie folii barierowej na powierzchnię materiału ze stali nierdzewnej zapobiega przywieraniu stopionego metalu. Wynika to z faktu, że podczas perforacji powstały stopiony metal gromadzi się na folii barierowej, zamiast przylegać bezpośrednio do powierzchni stali nierdzewnej.
Do wyboru folii izolacyjnej można użyć środka zapobiegającego żużlowaniu lub środka powierzchniowo czynnego, który ułatwia późniejsze przetwarzanie.
(3) Usuwanie zadziorów
Co można zrobić, aby usunąć powstałe zadziory? Możemy wyciąć bardzo małe okrągłe otwory w pobliżu perforowanych otworów i usunąć stopiony metal wraz z otworami podczas ich wycinania. Można też przesunąć punkt centralny w górę po przebiciu otworu, aby stopić nagromadzony metal po raz drugi i użyć gazu, aby go zdmuchnąć.
Przetwarzanie blachy ze stali nierdzewnej 1 mm powoduje deformację
Podczas cięcia laserowego stali nierdzewnej w kształcie cienkiego paska występuje rozbieżność w szerokości krótkiej osi na końcach i w środku.
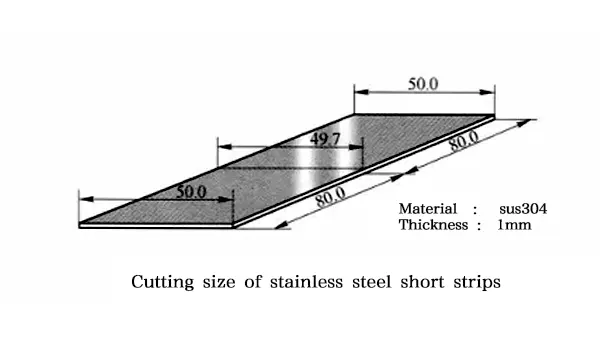
[Powód] Głównym powodem różnicy w szerokości krótkiej osi jest to, że ciepło stopionego metalu w części rzazu podnosi temperaturę obrabianego przedmiotu, a cięcie zostanie przeprowadzone w stanie wysokiej temperatury materiału. Gdy temperatura spada po cięciu, kurczenie się obrabianego kształtu prowadzi do błędu opisanego powyżej. Ponadto, kształt obrabianego przedmiotu jest przesunięty w obrębie szerokości rzazu o około 0,5 mm, co jest również przyczyną błędu w rozmiarze cięcia.
[Rozwiązanie] Jeśli obrabiany kształt jest przesunięty w obrębie szczeliny cięcia, problem można rozwiązać poprzez zainstalowanie mikropołączenia między obrabianym kształtem a materiałem poza obrabianym kształtem. Metoda ustawiania mikropołączenia polega na zatrzymaniu w połowie cięcia, a następnie nieznacznym przesunięciu trajektorii obróbki przed kontynuowaniem cięcia. Ustawienie mikropołączenia jest obowiązkowe, aby utrzymać odległość między obrabianym kształtem a materiałem na zewnątrz obrabianego kształtu, co zapobiega deformacji.
Podczas obróbki walcowanych na gorąco materiałów ze stali węglowej czasami występuje zjawisko różnych ilości odkształceń w różnych pozycjach obróbki. Może to być spowodowane chłodzeniem stali po walcowaniu, końce materiału nie są wystarczająco schłodzone, naprężenie szczątkowe jest stosunkowo wysokie, naprężenie jest uwalniane podczas cięcia laserowego, co powoduje deformację.
Bezpośrednie cięcie laminowanej stali nierdzewnej
Wiele stali nierdzewnych dostępnych na rynku w sprzedaży ma folię ochronną nałożoną na powierzchnię, aby zapobiec zarysowaniom. Ogólnie rzecz biorąc, folia ochronna zostanie usunięta przed cięciem, a następnie zostanie ponownie nałożona po cięciu.
Jednak coraz więcej klientów wymaga cięcia laserowego z nałożoną folią. efekt cięcia stali nierdzewnej nałożonej folią nie jest stabilny, czasami efekt jest bardzo dobry, czasami nastąpi złuszczanie folii ochronnej.

[Powód] Dlaczego więc powoduje to złuszczanie się folii ochronnej? Dzieje się tak dlatego, że podczas cięcia gaz pomocniczy nie przedostaje się do szczeliny i dyfunduje do powierzchni stali nierdzewnej, naruszając folię ochronną i powierzchnię materiału w szczelinie, co powoduje złuszczanie się folii ochronnej.
[Rozwiązanie] Podczas cięcia folii ochronnej intensywność wiązki laserowej na krawędzi tnącej powinna być ostro rozłożona i należy uważać, aby nie dopuścić do turbulencji lasera. Prędkość powinna być ustawiona na wysoką, aby zmniejszyć wpływ termiczny lasera na folię ochronną.
Koszt cięcia laserowego stali nierdzewnej
Koszt cięcia laserowego stali nierdzewnej jest ważnym czynnikiem wpływającym na wybór maszyny do cięcia laserowego. Przeanalizujmy po kolei koszt inwestycji w laserowe cięcie stali nierdzewnej.
Początkowy koszt inwestycji
Cena maszyny do cięcia laserowego stali nierdzewnej jest początkowym kosztem inwestycyjnym cięcia laserowego ss, a także jest kosztem stałym, a jej konkretna cena zależy od dostawcy sprzętu, mocy, szerokości przetwarzania i dodatkowych funkcji (takich jak stół wymienny, system załadunku i rozładunku oraz system usuwania kurzu) i tak dalej. Ogólnie rzecz biorąc, im wyższa moc, tym wyższa wydajność cięcia, ale tym wyższy będzie początkowy koszt inwestycji.
Koszty bieżące
Koszty bieżące to również koszty zmienne, tj. koszty użytkowania sprzętu, w tym zużycie energii, zużycie gazu, koszty konserwacji i koszty pracy.
Zużycie energii
Wydajność konwersji fotoelektrycznej maszyny do cięcia laserem światłowodowym ze stali nierdzewnej wynosi około 30% -40%, co oznacza, że rzeczywisty pobór mocy lasera 1 kW wynosi około 2,5-3,3 kW. Konkretny koszt energii elektrycznej zależy od lokalizacji taryf energetycznych.

Zużycie gazu
Gaz zużywany w procesie cięcia w celu zapobiegania utlenianiu i wydmuchiwania stopionego materiału jest również jednym z kosztów bieżących. Na przykład azot, tlen, argon itp. Konkretny wybór gazu pomocniczego zależy od t
Rodzaj ciętego materiału metalowego. Wiele osób używa sprężonego powietrza, aby zaoszczędzić na kosztach cięcia, ale jakość cięcia jest niska, łatwo jest zawiesić żużel.
Koszt utrzymania
Koszt konserwacji maszyny do cięcia laserem światłowodowym ze stali nierdzewnej to głównie wymiana optyki, dysz i koszt konserwacji lasera. W porównaniu z maszyną do cięcia laserem CO2, koszt konserwacji maszyny do cięcia laserem światłowodowym jest znacznie niższy, głównie ze względu na niższy koszt materiałów eksploatacyjnych i dłuższą żywotność lasera.
Najczęściej zadawane pytania
Grubość stali nierdzewnej, którą można ciąć laserem, zależy od mocy urządzenia. Lasery o mocy 1500W-3000W mogą ciąć stal nierdzewną o grubości do 8 mm. Lasery o mocy 6kW-12kW mogą ciąć blachę ze stali nierdzewnej o grubości do 1-25mm. Lasery o mocy 15 kW lub większej mogą ciąć blachę ze stali nierdzewnej o grubości do 30-40 mm. Ultra wysokiej mocy laser do cięcia blachy ze stali nierdzewnej o grubości do 30-40 mm.
Oczywiście, że możesz! Oczywiście! Stal nierdzewna 304 może być skutecznie cięta laserowo. Wynika to z faktu, że stal nierdzewna 304 ma dobrą przewodność cieplną, ale niższy współczynnik odbicia niż stal nierdzewna 304. aluminiumdzięki czemu jest kompatybilna z laserami światłowodowymi. W przeciwieństwie do ferrytycznej lub martenzytycznej stali nierdzewnej, jej austenityczna struktura minimalizuje ryzyko pękania podczas procesu cięcia.
Cięcie laserowe stali nierdzewnej to proces, w którym wybór gazu pomocniczego ma bezpośredni wpływ na jakość, szybkość i koszt cięcia.
Jeśli dążysz do precyzyjnego cięcia bez utlenionych cięć, preferuj azot, ponieważ azot jest gazem obojętnym, nie reaguje z substancjami w stali nierdzewnej, cięcie ma srebrno-biały oryginalny kolor, powierzchnia cięcia jest gładka bez wiszącego żużla, bez wtórnej obróbki.
Jeśli wymagana jest wysoka prędkość cięcia i można zaakceptować czarną warstwę tlenku powstałą w wyniku utleniania powierzchni cięcia, tlen jest dobrym gazem pomocniczym.
Jeśli chcesz zmaksymalizować oszczędności i nie potrzebujesz wysokich wyników cięcia i prędkości, możesz rozważyć sprężone powietrze.
Wnioski
Omówiliśmy powody, dla których cięcie laserowe stali nierdzewnej jest trudne i szczegółowo przeanalizowaliśmy typowe problemy i rozwiązania związane z cięciem stali nierdzewnej oraz koszty cięcia laserowego stali nierdzewnej.
Jakie są inne wątpliwości dotyczące cięcia laserowego stali nierdzewnej? Możesz podzielić się z nami swoimi wątpliwościami i przemyśleniami.
Jeśli zastanawiasz się nad wyborem maszyny do cięcia laserowego ze stali nierdzewnej o dobrej jakości, szybkiej obsłudze posprzedażnej i opłacalnej cenie, możesz dowiedzieć się o następujących kwestiach XT LASERktóry jest jednym ze znanych producentów urządzeń laserowych w Chinach. Dostarczają oni najwyższej klasy rozwiązania do cięcia stali nierdzewnej zgodnie z potrzebami klienta.