
Roestvrij staal is overal in ons dagelijks leven te vinden, van kleine chirurgische instrumenten en bestek en kookgerei tot grote bouwmaterialen en industriële apparatuur. Steeds meer roestvaststaalverwerkers geven de voorkeur aan lasersnijden vanwege de hoge snelheid en hoge nauwkeurigheid.
Dit artikel behandelt de basisprincipes van het lasersnijden van roestvast staal, de moeilijkheden bij het snijden en de kosten.
Wat is lasersnijden van roestvrij staal?
Lasersnijden in roestvrij staal is een proces waarbij een laserstraal met een zeer hoge vermogensdichtheid wordt gericht op het oppervlak van roestvrij staal, waardoor de lokale oppervlaktetemperatuur snel stijgt en het staal snel smelt, verdampt en ablateert.
Tegelijkertijd zal door de straal coaxiale hoge snelheidsluchtstroom roestvrij staal smelten wegblazen, om het precisiesnijden van het werkstuk te realiseren.
Waarom is roestvrij staal moeilijk te snijden?
De belangrijkste reden waarom roestvrij staal moeilijk te snijden is onlosmakelijk verbonden met de unieke fysische en chemische eigenschappen, vooral in de traditionele verwerkingsmethoden zal worden geconfronteerd met de volgende uitdagingen:
Hoge reflectiviteit
Roestvrij staal, vooral austenitisch 304, 316 op de fiberlaser reflectiviteit tot 70%, veel hoger dan koolstofstaal. Dit maakt het moeilijk om de laserenergie efficiënt te koppelen en er is een hoger vermogen nodig om een snede te starten in vergelijking met het snijden van koolstofstaal van dezelfde dikte.
Hoge smeltviscositeit, gemakkelijk om slakken op te hangen
Omdat roestvrij staal elementen zoals chroom en nikkel bevat, heeft het een hoge smeltviscositeit en een slechte vloeibaarheid. Dit betekent dat het hulpgas moeilijk is om de slak volledig weg te blazen en dat de onderkant van de snede gemakkelijk een "traanvormige" slak vormt.

Dikke plaat snijden energie demping
Bij het snijden van roestvaststalen platen met een dikte > 10 mm wordt de laser vele malen gereflecteerd in de kerf, wat resulteert in een ongelijkmatige verdeling van de energie, wat leidt tot een grotere conus van de kerf en slakophoping aan de onderkant.
Hak-offset
Onder de hoge temperatuur van de laser worden zink, mangaan en andere elementen met een laag kookpunt in roestvrij staal bij voorkeur verdampt, en de verdamping van deze elementen leidt tot een verschuiving in de samenstelling van de rand van de kerf, en de corrosieweerstand van de rand van de snede kan afnemen.
Wat is het beste gereedschap voor het snijden van roestvast staal?
Er zijn veel manieren om roestvrij staal te snijden, zoals lasersnijden, CO2 snijden, CNC frezen, watersnijden, plasmasnijden enzovoort. Waarom is lasersnijden het beste gereedschap?
Hoge snijprecisie
De laserfocusvlek die wordt gevormd door de focusspiegel is zo klein als 0,01 mm, die het roestvrij staal direct kan verhitten tot het smeltpunt of de verdampingstemperatuur, met het hogedrukgas om het gesmolten materiaal weg te blazen, waardoor een zeer smalle spleet van 0,1 mm wordt gevormd, het snijoppervlak glad en braamvrij is en de warmte-beïnvloede zone extreem klein is.
Uitstekende snijkwaliteit en niet gemakkelijk te vervormen
laser hoge temperatuur verdamping van het materiaal in een zeer korte tijd, de kerf loodrechtheid is goed, kan de oppervlakteruwheid tot Ra6.3μm of minder, waardoor de secundaire verwerking. Plus laser roestvrij staal snijden warmteconcentratie, wat resulteert in een zeer lage thermische vervorming, die met name duidelijk in het snijden van dunne roestvrij stalen plaat.

Hoog materiaalgebruik
Vergeleken met traditionele snijprocessen, zoals vlamsnijden, heeft lasergesneden roestvast staal een spleet die meer dan 50% smaller is en met nesting kun je tot 30% materiaal besparen.
Kostenvoordeel op lange termijn
Ss lasersnijden de apparatuur initiële investering is hoog, maar het uitgebreide gebruik van energieverbruik en verbruiksartikelen, in vergelijking met plasma snijmachine, cnc freesmachine, kooldioxide snijden, enz., de kosten van de verwerking van een enkel stuk is slechts 1/3-1/2 van de kosten van de andere bezuinigingen.
Veelvoorkomende problemen bij het lasersnijden van roestvast staal
Ondervind je moeilijkheden bij het lasersnijden van roestvast staal? Deze sectie verzamelt veelvoorkomende fenomenen bij het snijden van roestvast staal en stelt oplossingen voor na analyse.
Bramen
Bij het doorboren van roestvast staal raakt de laserstraal het oppervlak van het roestvast staal en begint te smelten. De smelt wordt uitgeworpen op het oppervlak van het materiaal. Het spat rond de kleine gaatjes en vormt whiskerbramen. Deze bramen veroorzaken krassen op het snijoppervlak en beïnvloeden ook de profileringswerking van de elektrostatische capaciteitssensor.

[Reden] Wanneer zuurstof als hulpgas wordt gebruikt, oxideert het gesmolten metaal tijdens het doorboorproces en vormt het geen whiskers en hecht het niet goed aan het oppervlak van het roestvaststalen materiaal.
Maar wanneer stikstof wordt gebruikt als hulpgas, zal het gesmolten metaal niet worden gehandhaafd ah, de viscositeit van de smelt laag is, zal het uitrekken tot snorharen, in combinatie met de smelt van de taal van het oppervlak van het materiaal tussen de strakheid van de sterke, en dan opgestapeld in de kleine gaatjes rond.
Hoe roestvrijstalen whiskerbramen oplossen?
[Oplossing] Om de whiskerbraam van het lasersnijden van roestvrij staal op te lossen, is het noodzakelijk om zowel het spatten van gesmolten metaal als adhesie te voorkomen.
(1) De productie van gesmolten materiaal verminderen
①We kunnen de perforatiecondities aanpassen, de frequentie verhogen om het uitgangsvermogen van een enkele puls te verlagen zal effectief zijn in het verminderen van de hoeveelheid gesmolten. Er moet echter opgemerkt worden dat bij gebruik van deze verwerkingsconditie de warmte-inbreng verhoogd wordt en dus niet gebruikt kan worden voor het snijden van dikke platen.
② Gebruik een hulpgas of gemeten blaasgas om het gesmolten metaal weg te blazen dat uit het perforatiegat komt. De resultaten van de verwerking met hulpgassen bij een druk van 0,05 MPa en 0,7 MPa worden getoond in de figuur. Zoals te zien is, is de hoeveelheid gesmolten slak die zich aan het oppervlak hecht minder bij gebruik van een hogedrukgas.

(2) Adhesie voorkomen
Het aanbrengen van een barrièrefilm op het roestvaststalen oppervlak van het materiaal voorkomt dat het gesmolten metaal zich hecht. Tijdens het perforeren hoopt het gesmolten metaal zich namelijk op de barrièrefilm op in plaats van zich direct aan het roestvaststalen oppervlak te hechten.
Voor de selectie van de isolatiefilm kan een slakpreventief middel of een oppervlakteactieve stof worden gebruikt die verdere verwerking vergemakkelijkt.
(3) Verwijderen van braam
Wat kan er gedaan worden om de ontstane bramen te verwijderen? We kunnen heel kleine ronde gaatjes snijden in de buurt van de geperforeerde gaten en het gesmolten metaal samen met de gaatjes verwijderen bij het snijden. Of verplaats de positie van het brandpunt naar boven na het doorboren van het gat om de opbouw voor een tweede keer te smelten en gebruik gas om het weg te blazen.
Verwerking 1 mm roestvast staal produceert vervorming
Bij het lasersnijden van roestvast staal in de vorm van een dunne strip is er een verschil in de breedte van de korte as aan de uiteinden en in het midden.
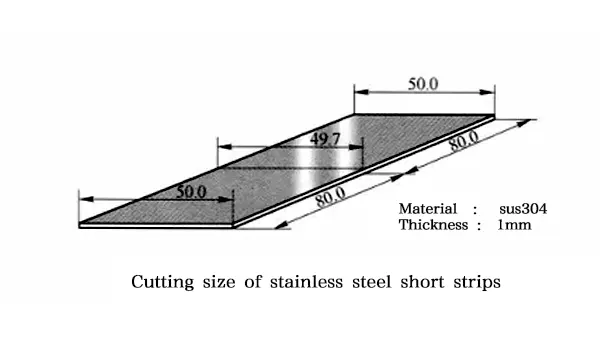
[Reden] De belangrijkste reden voor het verschil in breedte van de korte as is dat de hitte van het gesmolten metaal in het deel van de kerf de temperatuur van het bewerkte object verhoogt, en het snijden wordt uitgevoerd in de hoge temperatuurtoestand van het materiaal. Als de temperatuur na het snijden daalt, leidt krimp van de bewerkte vorm tot de hierboven beschreven fout. Bovendien wordt de vorm van het werkstuk verschoven binnen de kerfbreedte van ongeveer 0,5 mm, wat ook de oorzaak is van de fout in de snijgrootte.
[Oplossing] Als de bewerkte vorm binnen de kerf verschuift, kan het probleem worden opgelost door een microverbinding te installeren tussen de bewerkte vorm en het materiaal buiten de bewerkte vorm. De methode voor het instellen van de microverbinding is om midden in het snijden te pauzeren en dan het bewerkingstraject iets te verplaatsen voordat er verder wordt gesneden. Het instellen van de microverbinding is verplicht om de afstand tussen de bewerkte vorm en het materiaal buiten de bewerkte vorm te behouden, wat vervorming voorkomt.
Bij de verwerking van warmgewalste koolstofstalen materialen, het fenomeen van verschillende hoeveelheden vervorming op verschillende verwerkingsposities af en toe optreedt. Dit kan te wijten zijn aan het staal in de koeling na het walsen, het materiaal uiteinden zijn niet voldoende afgekoeld, de restspanning relatief hoog is, wordt de spanning vrijgegeven in de laser snijden, wat resulteert in vervorming.
Direct snijden van folie-gelamineerd roestvast staal
Veel roestvrij staal dat te koop is, heeft een beschermlaag op het oppervlak om krassen te voorkomen. Over het algemeen wordt de beschermlaag verwijderd voor het snijden en na het snijden wordt de beschermlaag er weer op aangebracht.
Echter, meer klanten vereisen ss lasersnijden met de film toegepast. het effect van de film toegepast roestvrij staal in het snijden is niet stabiel, soms het effect is zeer goed, soms de beschermende film peeling zal gebeuren.

[Reden] Dus waarom veroorzaakt het de beschermende film peeling? Dit is omdat in het snijden, niet in de spleet hulpgas zal diffunderen naar het oppervlak van het roestvrij staal, invasie van de beschermende film en het oppervlak van het materiaal in de spleet, zodat de beschermende film peeling.
[Oplossing] Bij het snijden van de beschermfolie moet de intensiteit van het laserstraalpatroon aan de snijrand scherp verdeeld zijn en moet ervoor worden gezorgd dat de laser niet turbulent wordt. De snelheid moet worden ingesteld op hoge snelheid om de thermische invloed van de laser op de beschermfolie te verminderen.
Kosten voor lasersnijden roestvrij staal
De kosten van het lasersnijden van roestvrij staal zijn een belangrijke factor bij de keuze van een lasersnijmachine. Laten we de investeringskosten voor het lasersnijden van roestvrij staal een voor een analyseren.
Initiële investeringskosten
Roestvrij staal lasersnijmachine prijs is de initiële investeringskosten van ss lasersnijden, en het is ook een vaste kostprijs, en de specifieke prijs is afhankelijk van de leverancier van de apparatuur, het vermogen, de verwerking breedte, en extra functies (zoals de uitwisseling tafel, laden en lossen systeem, en stofverwijdering systeem), en ga zo maar door. Over het algemeen geldt: hoe hoger het vermogen, hoe hoger de snijcapaciteit, maar hoe hoger de initiële investeringskosten.
Lopende kosten
Bedrijfskosten zijn ook variabele kosten, d.w.z. de kosten voor het gebruik van de apparatuur, inclusief stroomverbruik, gasverbruik, onderhoudskosten en arbeidskosten.
Stroomverbruik
Roestvrij staal fiber lasersnijmachine foto-elektrische conversie-efficiëntie van ongeveer 30% -40%, dat wil zeggen, 1kW laser werkelijke stroomverbruik van ongeveer 2,5-3,3kW. De specifieke kosten van elektriciteit is afhankelijk van de locatie van de macht tarieven.

Gasverbruik
Het gas dat tijdens het snijproces wordt verbruikt om oxidatie te voorkomen en het gesmolten materiaal weg te blazen, is ook een van de bedrijfskosten. Bijvoorbeeld stikstof, zuurstof, argon, enz. De specifieke keuze van het hulpgas hangt af van de t
Soort metaal dat gesneden moet worden. Veel mensen zullen perslucht gebruiken om kosten te besparen bij het snijden, maar de snijkwaliteit is slecht, gemakkelijk om slakken op te hangen.
Onderhoudskosten
De onderhoudskosten van een roestvaststalen fiberlasersnijmachine bestaan voornamelijk uit het vervangen van optieken, nozzles en de onderhoudskosten van de laser. Vergeleken met CO2 lasersnijmachines zijn de onderhoudskosten van fiber lasersnijmachines veel lager, voornamelijk vanwege de lagere kosten van verbruiksartikelen en de langere levensduur van de laser.
FAQs
De dikte van roestvrij staal dat je kunt lasersnijden hangt af van het vermogen van de apparatuur. 1500W-3000W lasers kunnen roestvrij staal tot 8mm dik snijden. 6kW-12kW lasers kunnen roestvaststalen platen tot een dikte van 1-25mm snijden. 15kW of meer lasers kunnen roestvrijstalen platen tot 30-40 mm dik snijden. Ultra high power lasersnijden roestvrijstalen platen met een dikte tot 30-40 mm.
Natuurlijk kun je dat! Natuurlijk! 304 roestvast staal kan effectief met een laser worden gesneden. Dit komt doordat 304 roestvast staal een goed warmtegeleidingsvermogen heeft, maar een lager reflectievermogen dan aluminiumwaardoor het compatibel is met fiber lasers. In tegenstelling tot ferritisch of martensitisch roestvast staal, minimaliseert de austenitische structuur het risico op scheuren tijdens het snijproces.
Bij het lasersnijden van roestvast staal heeft de keuze van het hulpgas een directe invloed op de snijkwaliteit, snelheid en kosten.
Als u precisiesnijwerk zonder geoxideerde sneden nastreeft, geeft u de voorkeur aan stikstof, omdat stikstof een inert gas is dat niet reageert met de stoffen in roestvrij staal, de snede zilverwitte oorspronkelijke kleur heeft, is het snijoppervlak glad zonder slakken op te hangen, zonder secundaire behandeling.
Als je een hoge snijsnelheid nodig hebt en de zwarte oxidelaag kunt accepteren die ontstaat door oxidatie van het snijoppervlak, dan is zuurstof een goed hulpgas.
Als je maximaal wilt besparen en geen hoge snijresultaten en snelheid nodig hebt, kun je perslucht overwegen.
Conclusie
We hebben de redenen besproken waarom het lasersnijden van roestvast staal moeilijk is en we hebben de veelvoorkomende problemen en oplossingen voor het lasersnijden van roestvast staal en de kosten voor het lasersnijden van roestvast staal in detail geanalyseerd.
Wat zijn je andere twijfels over lasersnijden in roestvrij staal? Vertel ons je twijfels en gedachten.
Als u overweegt om roestvrij staal lasersnijmachine kiezen met een goede kwaliteit, snelle after-sales service en kosten-effectieve prijs, kunt u leren over de volgende XT LASERDat is een van de beroemde fabrikanten van fiberlaserapparatuur in China. Zij zullen top-notch roestvrij staal snijden oplossingen op basis van uw behoeften.