
L'acciaio inossidabile si trova ovunque nella nostra vita quotidiana, dai piccoli strumenti chirurgici, alle posate e alle pentole, fino ai grandi materiali da costruzione e alle attrezzature industriali. Il taglio laser è preferito da un numero sempre maggiore di trasformatori di acciaio inossidabile grazie alla sua alta velocità e all'elevata precisione.
Questo articolo illustra le basi del taglio laser dell'acciaio inossidabile, le difficoltà di taglio e i costi.
Che cos'è il taglio laser dell'acciaio inossidabile?
Il taglio laser dell'acciaio inossidabile è un processo in cui un raggio laser ad altissima densità di potenza viene focalizzato sulla superficie dell'acciaio inossidabile, provocando un rapido aumento della temperatura superficiale locale e una rapida fusione, vaporizzazione e ablazione.
Allo stesso tempo, attraverso il flusso d'aria coassiale ad alta velocità del fascio, la fusione dell'acciaio inossidabile viene soffiata via, per realizzare il taglio di precisione del pezzo.
Perché l'acciaio inossidabile è difficile da tagliare?
Il motivo principale per cui l'acciaio inossidabile è difficile da tagliare è indissolubilmente legato alle sue proprietà fisiche e chimiche uniche, in particolare i metodi di lavorazione tradizionali dovranno affrontare le seguenti sfide:
Alta riflettività
Gli acciai inossidabili, in particolare gli austenitici 304 e 316, presentano una riflettività del laser a fibra fino a 70%, molto più elevata rispetto all'acciaio al carbonio. Ciò rende difficile accoppiare l'energia laser in modo efficiente e per avviare un taglio è necessaria una potenza maggiore rispetto al taglio dell'acciaio al carbonio dello stesso spessore.
Elevata viscosità di fusione, facile da appendere alle scorie
Poiché l'acciaio inossidabile contiene elementi come il cromo e il nichel, ha un'elevata viscosità di fusione e una scarsa fluidità. Ciò significa che il gas ausiliario ha difficoltà a soffiare via completamente la scoria, e l'estremità inferiore del taglio è facile che si formi una scoria "a goccia".

Attenuazione dell'energia di taglio delle lastre spesse
Quando si tagliano lastre di acciaio inossidabile di spessore > 10 mm, il laser viene riflesso più volte nel kerf, con conseguente distribuzione non uniforme dell'energia, che porta a un aumento della conicità del kerf e all'accumulo di scorie nella parte inferiore.
Offset di taglio
Sotto l'alta temperatura del laser, lo zinco, il manganese e altri elementi a basso punto di ebollizione presenti nell'acciaio inossidabile sono preferenzialmente evaporati; l'evaporazione di questi elementi porta a uno spostamento della composizione del bordo del taglio e la resistenza alla corrosione del bordo del taglio può essere ridotta.
Qual è l'utensile migliore per tagliare l'acciaio inossidabile?
Esistono molti modi per tagliare l'acciaio inossidabile, come il taglio laser, il taglio CO2, la fresatrice CNC, il taglio ad acqua, il taglio al plasma e così via. Perché il taglio laser è lo strumento migliore?
Alta precisione di taglio
Il punto di messa a fuoco del laser formato dallo specchio di messa a fuoco è piccolo come 0,01 mm, in grado di riscaldare istantaneamente l'acciaio inossidabile fino al punto di fusione o alla temperatura di vaporizzazione, con il gas ad alta pressione per soffiare via il materiale fuso, formando una fenditura molto stretta a 0,1 mm, la superficie di taglio è liscia e priva di bave e la zona interessata dal calore è estremamente ridotta.
Eccellente qualità di taglio e non facile da deformare
La vaporizzazione laser ad alta temperatura del materiale in un periodo di tempo molto breve, la perpendicolarità del taglio è buona, la rugosità superficiale può essere fino a Ra6,3μm o inferiore, riducendo la lavorazione secondaria. Inoltre, la concentrazione di calore del taglio laser dell'acciaio inossidabile determina una deformazione termica molto bassa, particolarmente evidente nel taglio di lamiere sottili di acciaio inossidabile.

Elevato utilizzo del materiale
Rispetto ai processi di taglio tradizionali, come il taglio alla fiamma, l'acciaio inossidabile tagliato al laser presenta una fenditura più stretta di oltre 50% e con il nesting è possibile risparmiare fino a 30% di materiale.
Vantaggio di costo a lungo termine
L'investimento iniziale dell'apparecchiatura di taglio laser Ss è elevato, ma l'uso completo del consumo di energia e dei materiali di consumo, rispetto alla macchina di taglio al plasma, alla fresatrice cnc, al taglio ad anidride carbonica, ecc.
Problemi comuni del taglio laser dell'acciaio inossidabile
State riscontrando alcune difficoltà nel taglio laser dell'acciaio inossidabile? Questa sezione raccoglie i fenomeni più comuni nel taglio dell'acciaio inossidabile e propone soluzioni dopo averli analizzati.
Difetti di bava
Nella perforazione dell'acciaio inossidabile, il raggio laser colpisce la superficie dell'acciaio inossidabile e inizia a fondere. La fusione viene espulsa sulla superficie del materiale. Schizza intorno ai piccoli fori e forma bave a baffo. Queste bave causano graffi sulla superficie tagliata e influenzano anche l'azione di profilatura del sensore elettrostatico di capacità.

[Motivo] Quando si utilizza l'ossigeno come gas ausiliario, il metallo fuso si ossida durante il processo di perforazione, non forma baffi e non aderisce bene alla superficie del materiale in acciaio inossidabile.
Ma quando l'azoto viene utilizzato come gas ausiliario, il metallo fuso non sarà mantenuto ah, la viscosità della fusione è bassa, si allungherà per diventare baffi, accoppiato con la fusione della lingua della superficie del materiale tra la tenuta del forte, e poi ammucchiato nei piccoli fori intorno.
Come risolvere la bava di baffo dell'acciaio inossidabile?
[Soluzione] Per risolvere il problema della bava di baffo nel taglio laser dell'acciaio inossidabile, è necessario prevenire sia gli schizzi di metallo fuso che l'adesione.
(1) ridurre la produzione di materiale fuso
Possiamo regolare le condizioni di perforazione, aumentando la frequenza per ridurre la potenza di uscita di un singolo impulso sarà efficace per ridurre la quantità di fuso. Tuttavia, va notato che quando si utilizza questa condizione di lavorazione, l'apporto di calore aumenta e quindi non può essere utilizzato per il taglio di lamiere spesse.
② Utilizzare un gas ausiliario o un gas di soffiaggio misurato per soffiare via il metallo fuso espulso dal foro di perforazione. I risultati della lavorazione con gas ausiliari a 0,05 MPa e 0,7 MPa di pressione sono mostrati in figura. Come si può notare, la quantità di scorie fuse che aderiscono alla superficie è minore quando si utilizza un gas ad alta pressione.

(2) Prevenzione dell'adesione
L'applicazione di un film barriera sulla superficie in acciaio inox del materiale impedisce al metallo fuso di aderire. Infatti, durante la perforazione, il metallo fuso si accumula sul film barriera anziché aderire direttamente alla superficie dell'acciaio inossidabile.
Per la selezione del film di isolamento, è possibile utilizzare un agente preventivo delle scorie o un tensioattivo che faciliti la lavorazione successiva.
(3) Rimozione della bava
Cosa si può fare per rimuovere le bave che si sono create? Possiamo praticare dei fori rotondi molto piccoli in prossimità dei fori perforati e rimuovere il metallo fuso insieme ai fori durante il taglio. Oppure spostare la posizione del punto focale verso l'alto dopo aver praticato il foro per fondere l'accumulo una seconda volta e usare il gas per soffiarlo via.
L'elaborazione della lamiera di acciaio inossidabile da 1 mm produce deformazioni
Quando si taglia al laser l'acciaio inossidabile a forma di striscia sottile, si verifica una discrepanza nella larghezza dell'asse corto alle estremità e al centro.
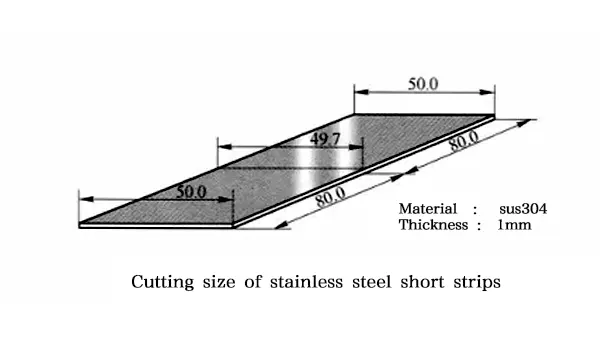
[Motivo] La ragione principale della differenza di larghezza dell'asse corto è che il calore del metallo fuso nella parte del taglio aumenta la temperatura dell'oggetto lavorato e il taglio viene eseguito in uno stato di alta temperatura del materiale. Quando la temperatura diminuisce dopo il taglio, il ritiro della forma lavorata porta all'errore descritto sopra. Inoltre, la forma del pezzo viene spostata all'interno della larghezza del taglio di circa 0,5 mm, il che è anche la causa dell'errore nella dimensione del taglio.
[Soluzione] Se la forma lavorata si sposta all'interno del taglio, il problema può essere risolto installando una microconnessione tra la forma lavorata e il materiale esterno alla forma lavorata. Il metodo per impostare la microconnessione consiste nel fare una pausa a metà del taglio e spostare leggermente la traiettoria di lavorazione prima di continuare il taglio. L'impostazione della microconnessione è obbligatoria per mantenere la distanza tra la forma lavorata e il materiale esterno alla forma lavorata, che impedisce la deformazione.
Nella lavorazione dei materiali in acciaio al carbonio laminati a caldo, a volte si verifica il fenomeno di deformazioni di entità diversa in diverse posizioni di lavorazione. Ciò può essere dovuto al raffreddamento dell'acciaio dopo la laminazione, le estremità del materiale non sono sufficientemente raffreddate, le tensioni residue sono relativamente elevate, le tensioni vengono rilasciate nel taglio laser, con conseguente deformazione.
Taglio diretto dell'acciaio inossidabile laminato a film
Molti acciai inossidabili in vendita hanno una pellicola protettiva applicata alla superficie per evitare graffi. In genere, la pellicola protettiva viene rimossa prima del taglio e poi rimessa dopo il taglio.
Tuttavia, un numero maggiore di clienti richiede il taglio laser ss con la pellicola applicata. l'effetto della pellicola applicata all'acciaio inossidabile nel taglio non è stabile, a volte l'effetto è molto buono, a volte la pellicola protettiva si stacca.

[Motivo] Allora, perché causa il peeling del film protettivo? Questo perché nel taglio, non è entrato il gas ausiliario fessura si diffonderà alla superficie dell'acciaio inossidabile, l'invasione del film protettivo e la superficie del materiale all'interno del divario, in modo che il film protettivo peeling.
[Soluzione] Quando si taglia il film protettivo, l'intensità del fascio laser sul bordo di taglio deve essere distribuita in modo netto e si deve fare attenzione a non lasciare che il laser diventi turbolento. La condizione di velocità deve essere impostata ad alta velocità per ridurre l'influenza termica del laser sul film protettivo.
Costo del taglio laser dell'acciaio inossidabile
Il costo del taglio laser dell'acciaio inossidabile è un fattore importante che influisce sulla scelta della macchina per il taglio laser. Analizziamo uno per uno i costi dell'investimento nel taglio laser dell'acciaio inossidabile.
Costo dell'investimento iniziale
Il prezzo della macchina per il taglio laser dell'acciaio inossidabile è il costo dell'investimento iniziale del taglio laser dell'acciaio inossidabile ed è anche un costo fisso; il suo prezzo specifico dipende dal fornitore dell'apparecchiatura, dalla potenza, dalla larghezza di lavorazione e dalle caratteristiche aggiuntive (come il tavolo di scambio, il sistema di carico e scarico e il sistema di rimozione della polvere) e così via. In generale, maggiore è la potenza, maggiore è la capacità di taglio, ma maggiore sarà il costo dell'investimento iniziale.
Costi di gestione
I costi di esercizio sono anche costi variabili, cioè il costo di utilizzo dell'apparecchiatura, che comprende il consumo di energia elettrica, il consumo di gas, i costi di manutenzione e i costi di manodopera.
Consumo di energia
L'efficienza di conversione fotoelettrica della macchina per il taglio laser in fibra dell'acciaio inossidabile è di circa 30% -40%, cioè il consumo effettivo di energia del laser da 1kW è di circa 2,5-3,3kW. Il costo specifico dell'elettricità dipende dalla posizione delle tariffe elettriche.

Consumo di gas
Anche il gas consumato nel processo di taglio per evitare l'ossidazione e soffiare via il materiale fuso è uno dei costi di esercizio. Ad esempio, azoto, ossigeno, argon, ecc. La scelta specifica del gas ausiliario dipende dal t
ipo di materiale metallico da tagliare. Molte persone utilizzano l'aria compressa per risparmiare sui costi di taglio, ma la qualità del taglio è scarsa, con facilità di appendere scorie.
Costo di manutenzione
Il costo di manutenzione della macchina per il taglio laser in fibra dell'acciaio inossidabile è costituito principalmente dalla sostituzione di ottiche, ugelli e dal costo di manutenzione del laser. Rispetto alla macchina di taglio laser CO2, il costo di manutenzione della macchina di taglio laser in fibra è molto più basso, principalmente a causa del costo inferiore dei materiali di consumo e della maggiore durata del laser.
Domande frequenti
Lo spessore dell'acciaio inossidabile che può essere tagliato al laser dipende dalla potenza dell'apparecchiatura. I laser da 1500W-3000W possono tagliare acciaio inossidabile fino a 8 mm di spessore. I laser da 6kW-12kW possono tagliare lamiere di acciaio inossidabile fino a 1-25 mm di spessore. I laser da 15kW o più possono tagliare lamiere di acciaio inossidabile fino a 30-40 mm di spessore. Laser ad altissima potenza per il taglio di lamiere in acciaio inox di spessore fino a 30-40 mm.
Certo che si può! Certo! L'acciaio inox 304 può essere tagliato al laser in modo efficace. Ciò è dovuto al fatto che l'acciaio inox 304 ha una buona conducibilità termica, ma una minore riflettività rispetto all'acciaio inox 304. alluminioche lo rende compatibile con i laser a fibra. A differenza degli acciai inossidabili ferritici o martensitici, la sua struttura austenitica riduce al minimo il rischio di cricche durante il processo di taglio.
Il taglio laser dell'acciaio inossidabile è un settore in cui la scelta del gas ausiliario ha un impatto diretto sulla qualità del taglio, sulla velocità e sul costo.
Se si persegue il taglio di precisione senza tagli ossidati, dare la preferenza all'azoto, questo perché l'azoto è un gas inerte non reagisce con le sostanze presenti nell'acciaio inossidabile, il taglio è di colore bianco-argento originale, la superficie di taglio è liscia senza scorie pendenti, senza trattamenti secondari.
Se si richiede un'elevata velocità di taglio e si può accettare lo strato di ossido nero prodotto dall'ossidazione della superficie di taglio, l'ossigeno è un buon gas ausiliario.
Se si desidera massimizzare il risparmio sui costi e non si richiedono risultati e velocità di taglio elevati, si può prendere in considerazione l'aria compressa.
Conclusione
Abbiamo discusso le ragioni per cui il taglio laser dell'acciaio inossidabile è difficile e abbiamo analizzato in dettaglio i problemi e le soluzioni comuni per il taglio dell'acciaio inossidabile e il costo del taglio laser dell'acciaio inossidabile.
Quali sono gli altri dubbi sul taglio laser dell'acciaio inossidabile? Potete comunicarci i vostri dubbi e le vostre opinioni.
Se state pensando di scegliere la macchina per il taglio laser dell'acciaio inossidabile con una buona qualità, un rapido servizio post-vendita e un prezzo conveniente, potete conoscere i seguenti elementi LASER XTche è uno dei famosi produttori di apparecchiature laser in fibra in Cina. Forniranno soluzioni di taglio dell'acciaio inossidabile di altissimo livello in base alle vostre esigenze.