
L'acier inoxydable est omniprésent dans notre vie quotidienne, qu'il s'agisse de petits instruments chirurgicaux, de couverts ou d'ustensiles de cuisine, ou encore de grands matériaux de construction et d'équipements industriels. La découpe au laser est privilégiée par un nombre croissant de transformateurs d'acier inoxydable en raison de sa vitesse élevée et de sa grande précision.
Cet article aborde les bases de la découpe laser de l'acier inoxydable, les difficultés de découpe et les coûts.
Qu'est-ce que la découpe laser de l'acier inoxydable ?
La découpe laser de l'acier inoxydable est un processus dans lequel un faisceau laser à très haute densité de puissance est focalisé sur la surface de l'acier inoxydable, provoquant une augmentation rapide de la température locale de la surface et une fusion, une vaporisation et une ablation rapides.
En même temps, le flux d'air coaxial à grande vitesse de la poutre permet de souffler la fonte de l'acier inoxydable, afin de réaliser une coupe de précision de la pièce à usiner.
Pourquoi l'acier inoxydable est-il difficile à couper ?
La principale raison pour laquelle l'acier inoxydable est difficile à découper est indissociablement liée à ses propriétés physiques et chimiques uniques, en particulier dans les méthodes de traitement traditionnelles :
Haute réflectivité
L'acier inoxydable, en particulier les aciers austénitiques 304 et 316, présente une réflectivité de 70% sur le laser à fibre, ce qui est beaucoup plus élevé que l'acier au carbone. Il est donc difficile de coupler efficacement l'énergie laser, et une puissance plus élevée est nécessaire pour initier une coupe par rapport à la coupe de l'acier au carbone de la même épaisseur.
Viscosité élevée à l'état fondu, facile à suspendre le laitier
Comme l'acier inoxydable contient des éléments tels que le chrome et le nickel, il présente une viscosité de fusion élevée et une mauvaise fluidité. Cela signifie que le gaz auxiliaire a du mal à évacuer complètement le laitier, et que l'extrémité inférieure de la coupe peut facilement former un laitier en forme de "goutte d'eau".

Atténuation de l'énergie de coupe des plaques épaisses
Lors de la découpe d'une plaque d'acier inoxydable d'une épaisseur > 10 mm, le laser est réfléchi plusieurs fois dans le trait de scie, ce qui entraîne une distribution inégale de l'énergie, une augmentation de la conicité du trait de scie et une accumulation de scories au fond de la plaque.
Décalage de la coupe
Sous l'effet de la température élevée du laser, le zinc, le manganèse et d'autres éléments à faible point d'ébullition de l'acier inoxydable s'évaporent de préférence, et l'évaporation de ces éléments entraîne une modification de la composition du bord du trait de scie, et la résistance à la corrosion du bord de la coupe peut être réduite.
Quel est le meilleur outil pour couper l'acier inoxydable ?
Il existe de nombreuses méthodes pour découper l'acier inoxydable, telles que la découpe au laser, la découpe au CO2, la fraiseuse CNC, la découpe à l'eau, la découpe au plasma, etc. Pourquoi la découpe au laser est-elle le meilleur outil ?
Haute précision de coupe
Le point de focalisation du laser formé par le miroir de focalisation est aussi petit que 0,01 mm, ce qui permet de chauffer instantanément l'acier inoxydable jusqu'au point de fusion ou à la température de vaporisation, avec le gaz à haute pression pour souffler le matériau fondu, formant une fente très étroite de 0,1 mm, la surface de coupe est lisse et sans bavure, et la zone affectée par la chaleur est extrêmement petite.
Excellente qualité de coupe et pas facile à déformer
La vaporisation laser à haute température du matériau dans un laps de temps très court, la perpendicularité du trait de scie est bonne, la rugosité de la surface peut atteindre Ra6,3μm ou moins, ce qui réduit le traitement secondaire. Plus la concentration de chaleur de découpe laser de l'acier inoxydable, ce qui entraîne une très faible déformation thermique, ce qui est particulièrement évident dans la découpe de plaques d'acier inoxydable minces.

Utilisation élevée des matériaux
Par rapport aux procédés de découpe traditionnels, tels que l'oxycoupage, l'acier inoxydable découpé au laser présente une fente plus étroite de 50% et, grâce à l'imbrication, vous pouvez économiser jusqu'à 30% de matériau.
Avantage financier à long terme
L'investissement initial de l'équipement de découpe laser est élevé, mais l'utilisation globale de la consommation d'énergie et des consommables, comparée à la machine de découpe au plasma, à la fraiseuse à commande numérique, à la découpe au dioxyde de carbone, etc., le coût de traitement d'une seule pièce n'est que de 1/3-1/2 du coût des autres découpes.
Problèmes courants de la découpe au laser de l'acier inoxydable
Vous rencontrez des difficultés lors de la découpe laser de l'acier inoxydable ? Cette section rassemble les phénomènes courants dans la découpe de l'acier inoxydable et propose des solutions après les avoir analysés.
Défauts de bavure
Lors du perçage de l'acier inoxydable, le faisceau laser frappe la surface de l'acier inoxydable et commence à fondre. La matière fondue est éjectée à la surface du matériau. Elle éclabousse les petits trous et forme des bavures. Ces bavures causent des rayures sur la surface découpée et affectent également l'action de profilage du capteur de capacité électrostatique.

[Raison] Lorsque l'oxygène est utilisé comme gaz auxiliaire, le métal en fusion s'oxyde pendant le processus de perçage, ne forme pas de moustaches et n'adhère pas bien à la surface de l'acier inoxydable.
Mais lorsque l'azote est utilisé comme gaz auxiliaire, le métal en fusion ne sera pas maintenu ah, la viscosité de la fonte est faible, elle s'étirera pour devenir des moustaches, couplées à la fonte de la langue de la surface du matériau entre l'étanchéité de la forte, et ensuite empilées dans les petits trous autour.
Comment résoudre les bavures de l'acier inoxydable ?
[Solution] Pour résoudre le problème de la bavure de l'acier inoxydable découpé au laser, il est nécessaire d'éviter à la fois les projections de métal en fusion et l'adhérence.
(1) Réduire la production de matières fondues
Nous pouvons ajuster les conditions de perforation, augmenter la fréquence pour réduire la puissance de sortie d'une seule impulsion sera efficace pour réduire la quantité de fonte. Toutefois, il convient de noter que l'utilisation de cette condition de traitement entraîne une augmentation de l'apport de chaleur et ne peut donc pas être utilisée pour la découpe de tôles épaisses.
② Utiliser un gaz auxiliaire ou un gaz de soufflage mesuré pour évacuer le métal fondu éjecté du trou de perforation. Les résultats du traitement avec des gaz auxiliaires à une pression de 0,05 MPa et 0,7 MPa sont présentés dans la figure. Comme on peut le voir, la quantité de laitier fondu adhérant à la surface est moindre lorsque l'on utilise un gaz à haute pression.

(2) Prévention de l'adhésion
L'application d'un film barrière sur la surface en acier inoxydable du matériau empêche le métal en fusion d'adhérer. En effet, lors de la perforation, le métal en fusion s'accumule sur le film barrière au lieu d'adhérer directement à la surface en acier inoxydable.
Pour le choix du film d'isolation, il est possible d'utiliser un agent préventif de la scorie ou un agent tensioactif qui facilite le traitement ultérieur.
(3) Élimination des bavures
Que peut-on faire pour éliminer les bavures qui se sont formées ? Nous pouvons découper de très petits trous ronds à proximité des trous perforés et enlever le métal fondu en même temps que les trous lors de la découpe. On peut aussi déplacer le point focal vers le haut après avoir percé le trou pour faire fondre l'accumulation une deuxième fois et utiliser du gaz pour l'évacuer.
Le traitement de la tôle d'acier inoxydable de 1 mm produit des déformations
Lors de la découpe au laser de l'acier inoxydable en forme de bande mince, il y a une différence dans la largeur de l'axe court aux extrémités et au centre.
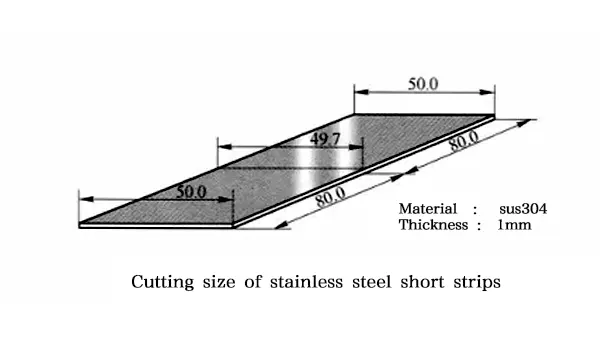
[Raison] La principale raison de la différence de largeur de l'axe court est que la chaleur du métal en fusion dans la partie du trait de scie augmente la température de l'objet usiné et que la coupe est effectuée à une température élevée du matériau. Lorsque la température diminue après la coupe, le rétrécissement de la forme usinée entraîne l'erreur décrite ci-dessus. En outre, la forme de la pièce est décalée dans la largeur du trait de scie d'environ 0,5 mm, ce qui est également à l'origine de l'erreur dans la taille de la coupe.
[Solution] Si la forme usinée est déplacée à l'intérieur du trait de scie, le problème peut être résolu en installant une micro-connexion entre la forme usinée et le matériau à l'extérieur de la forme usinée. La méthode de mise en place de la micro-connexion consiste à faire une pause au milieu de la coupe, puis à déplacer légèrement la trajectoire d'usinage avant de poursuivre la coupe. La mise en place de la micro-connexion est obligatoire pour maintenir la distance entre la forme usinée et le matériau à l'extérieur de la forme usinée, ce qui empêche la déformation.
Lors du traitement des matériaux en acier au carbone laminés à chaud, il arrive que des déformations de différentes ampleurs se produisent à différentes positions de traitement. Cela peut être dû au fait que l'acier est refroidi après le laminage, que les extrémités du matériau ne sont pas suffisamment refroidies, que la contrainte résiduelle est relativement élevée, que la contrainte est libérée lors de la découpe au laser et qu'il en résulte une déformation.
Découpe directe d'acier inoxydable stratifié
De nombreux aciers inoxydables en vente sur le marché sont recouverts d'un film protecteur afin d'éviter les rayures. En règle générale, le film protecteur est enlevé avant la découpe, puis remis en place après la découpe.
L'effet du film appliqué sur l'acier inoxydable lors de la découpe n'est pas stable, parfois l'effet est très bon, parfois le film protecteur se décolle.

[Raison] Pourquoi le film protecteur s'écaille-t-il ? C'est parce que, lors de la découpe, le gaz auxiliaire ne pénètre pas dans la fente et se diffuse à la surface de l'acier inoxydable, envahissant le film protecteur et la surface du matériau à l'intérieur de la fente, ce qui entraîne le décollement du film protecteur.
[Solution] Lors de la découpe du film protecteur, l'intensité du faisceau laser au niveau de l'arête de coupe doit être bien répartie et il faut veiller à ce que le laser ne devienne pas turbulent. La vitesse doit être réglée sur une vitesse élevée afin de réduire l'influence thermique du laser sur le film de protection.
Coût de la découpe laser de l'acier inoxydable
Le coût de la découpe laser de l'acier inoxydable est un facteur important qui influe sur le choix de la machine de découpe laser. Analysons un à un les coûts d'investissement dans la découpe laser de l'acier inoxydable.
Coût de l'investissement initial
Le prix de la machine de découpe laser de l'acier inoxydable est le coût d'investissement initial de la découpe laser de l'acier inoxydable, et c'est également un coût fixe, et son prix spécifique dépend du fournisseur de l'équipement, de la puissance, de la largeur de traitement, et des caractéristiques supplémentaires (telles que la table d'échange, le système de chargement et de déchargement, et le système de dépoussiérage), et ainsi de suite. En général, plus la puissance est élevée, plus la capacité de coupe est importante, mais plus le coût de l'investissement initial est élevé.
Coûts de fonctionnement
Les coûts de fonctionnement sont également des coûts variables, c'est-à-dire le coût d'utilisation de l'équipement, y compris la consommation d'énergie, la consommation de gaz, les coûts d'entretien et les coûts de main-d'œuvre.
Consommation électrique
L'efficacité de conversion photoélectrique de la machine de découpe laser à fibre en acier inoxydable est d'environ 30% -40%, c'est-à-dire que la consommation électrique réelle du laser de 1kW est d'environ 2,5-3,3kW. Le coût spécifique de l'électricité dépend de l'emplacement des tarifs.

Consommation de gaz
Le gaz consommé lors du processus de coupe pour éviter l'oxydation et évacuer la matière en fusion fait également partie des coûts d'exploitation. Par exemple, l'azote, l'oxygène, l'argon, etc. Le choix spécifique du gaz auxiliaire dépend du t
Type de matériau métallique à découper. De nombreuses personnes utilisent de l'air comprimé afin de réduire les coûts de découpe, mais la qualité de la découpe est médiocre, et il est facile d'accrocher des scories.
Coût de la maintenance
Le coût de maintenance de la machine de découpe laser à fibre en acier inoxydable est principalement le remplacement des optiques, des buses et le coût de maintenance du laser. Par rapport à la machine de découpe laser CO2, le coût de maintenance de la machine de découpe laser à fibre est beaucoup plus bas, principalement en raison du coût inférieur des consommables et de la durée de vie plus longue du laser.
FAQ
L'épaisseur de l'acier inoxydable qui peut être découpée au laser dépend de la puissance de l'équipement. Les lasers de 1500W-3000W peuvent découper l'acier inoxydable jusqu'à 8 mm d'épaisseur. Les lasers 6kW-12kW peuvent découper des tôles d'acier inoxydable d'une épaisseur allant de 1 à 25 mm. Les lasers de 15 kW ou plus peuvent découper des tôles d'acier inoxydable d'une épaisseur allant jusqu'à 30-40 mm. Les lasers à très haute puissance découpent des tôles d'acier inoxydable d'une épaisseur allant jusqu'à 30-40 mm.
Bien sûr que vous pouvez ! Bien sûr ! L'acier inoxydable 304 peut être efficacement découpé au laser. Cela est dû au fait que l'acier inoxydable 304 a une bonne conductivité thermique mais une réflectivité inférieure à celle de l'acier inoxydable. aluminiumce qui le rend compatible avec les lasers à fibre. Contrairement aux aciers inoxydables ferritiques ou martensitiques, sa structure austénitique minimise le risque de fissuration pendant le processus de coupe.
La découpe laser de l'acier inoxydable est un domaine où le choix du gaz auxiliaire a un impact direct sur la qualité de la découpe, la vitesse et le coût.
Si vous recherchez une coupe de précision sans coupes oxydées, donnez la préférence à l'azote, car l'azote est un gaz inerte qui ne réagit pas avec les substances contenues dans l'acier inoxydable, la coupe est d'une couleur originale blanc argenté, la surface de coupe est lisse, sans scories suspendues, sans traitement secondaire.
Si vous avez besoin d'une vitesse de coupe élevée et que vous pouvez accepter la couche d'oxyde noire produite par l'oxydation de la surface de coupe, l'oxygène est un bon gaz auxiliaire.
Si vous souhaitez maximiser les économies et que vous n'avez pas besoin d'une vitesse et d'un résultat de coupe élevés, vous pouvez opter pour l'air comprimé.
Conclusion
Nous avons examiné les raisons pour lesquelles la découpe au laser de l'acier inoxydable est difficile et analysé en détail les problèmes courants et les solutions pour la découpe de l'acier inoxydable, ainsi que le coût de la découpe au laser de l'acier inoxydable.
Quels sont vos autres doutes sur la découpe laser de l'acier inoxydable ? Vous pouvez nous faire part de vos doutes et de vos réflexions.
Si vous envisagez de choisir une machine de découpe laser pour l'acier inoxydable de bonne qualité, dotée d'un service après-vente rapide et d'un prix avantageux, vous pouvez vous renseigner sur les points suivants XT LASERqui est l'un des célèbres fabricants d'équipements laser à fibre en Chine. Ils vous fourniront des solutions de découpe de l'acier inoxydable de premier ordre en fonction de vos besoins.