
Ruostumatonta terästä on kaikkialla jokapäiväisessä elämässämme, pienistä kirurgisista instrumenteista, ruokailuvälineistä ja keittoastioista suuriin rakennusmateriaaleihin ja teollisuuslaitteisiin. Yhä useammat ruostumattoman teräksen jalostajat suosivat laserleikkausta sen suuren nopeuden ja tarkkuuden vuoksi.
Tässä artikkelissa käsitellään ruostumattoman teräksen laserleikkauksen perusteita, leikkausvaikeuksia ja kustannuksia.
Mitä on ruostumattoman teräksen laserleikkaus?
Ruostumattoman teräksen laserleikkaus on prosessi, jossa erittäin suuren tehotiheyden omaava lasersäde kohdistetaan ruostumattoman teräksen pintaan, mikä aiheuttaa paikallisen pintalämpötilan nopean nousun ja nopean sulamisen, höyrystymisen ja ablaation.
Samaan aikaan palkin kautta koaksiaalinen nopea ilmavirta on ruostumattoman teräksen sulaa puhaltaa pois, jotta työkappaleen tarkkuusleikkaus voidaan toteuttaa.
Miksi ruostumatonta terästä on vaikea leikata?
Tärkein syy siihen, miksi ruostumatonta terästä on vaikea leikata, liittyy erottamattomasti sen ainutlaatuisiin fysikaalisiin ja kemiallisiin ominaisuuksiin, erityisesti perinteisissä käsittelymenetelmissä on seuraavat haasteet:
Korkea heijastavuus
Ruostumaton teräs, erityisesti austeniittinen 304, 316 kuitulaser heijastavuus jopa 70%, paljon korkeampi kuin hiiliteräs. Tämä vaikeuttaa laserenergian tehokasta kytkemistä, ja leikkauksen käynnistämiseen tarvitaan suurempi teho kuin saman paksuisen hiiliteräksen leikkaamiseen.
Korkea sulaviskositeetti, helppo ripustaa kuonaa
Koska ruostumaton teräs sisältää kromin ja nikkelin kaltaisia elementtejä, sen sulaviskositeetti on korkea ja juoksevuus huono. Tämä tarkoittaa, että apukaasun on vaikea puhaltaa kuonaa kokonaan pois, ja leikkauksen alapäähän muodostuu helposti "kyynelpisara"-kuona.

Paksun levyn leikkausenergian vaimennus
Kun leikataan ruostumattomasta teräksestä valmistettua levyä, jonka paksuus on yli 10 mm, laser heijastuu useita kertoja leikkausraossa, mikä johtaa energian epätasaiseen jakautumiseen, mikä lisää leikkausraon kapeutta ja kuonan kertymistä pohjaan.
Chop offset
Laserin korkeassa lämpötilassa sinkki, mangaani ja muut ruostumattoman teräksen matalan kiehumispisteen alkuaineet haihtuvat ensisijaisesti, ja näiden alkuaineiden haihtuminen johtaa leikkausreunan koostumuksen muuttumiseen, ja leikkausreunan korroosionkestävyys voi heikentyä.
Mikä on paras työkalu ruostumattoman teräksen leikkaamiseen?
Ruostumattoman teräksen leikkaamiseen on monia tapoja, kuten laserleikkaus, CO2-leikkaus, CNC-jyrsin, vesileikkaus, plasmaleikkaus ja niin edelleen. Miksi laserleikkaus on paras työkalu?
Korkea leikkaustarkkuus
Tarkennuspeilin muodostama lasertarkennuspiste on niinkin pieni kuin 0,01 mm, joka voi välittömästi lämmittää ruostumattoman teräksen sulamispisteeseen tai höyrystymislämpötilaan, kun korkeapaineinen kaasu puhaltaa pois sulan materiaalin, muodostaen hyvin kapean 0,1 mm: n raon, leikkauspinta on sileä ja purseeton ja lämpövaikutteinen vyöhyke on erittäin pieni.
Erinomainen leikkauslaatu ja ei ole helppo deformoitua
laser korkean lämpötilan höyrystyminen materiaalin hyvin lyhyessä ajassa, viilto kohtisuoruus on hyvä, pinnankarheus voi olla jopa Ra6.3μm tai vähemmän, vähentää toissijaista käsittelyä. Plus laser ruostumattoman teräksen leikkauslämpökeskittymä, mikä johtaa hyvin vähäiseen lämpömuodonmuutokseen, mikä on erityisen ilmeistä ohuen ruostumattoman teräslevyn leikkaamisessa.

Korkea materiaalin käyttöaste
Perinteisiin leikkausmenetelmiin, kuten polttoleikkaukseen, verrattuna laserleikatun ruostumattoman teräksen viilto on yli 50% kapeampi, ja sisäkkäisen leikkauksen avulla voit säästää jopa 30% materiaalia.
Pitkän aikavälin kustannusetu
Ss laserleikkauksen laitteiden alkuinvestoinnit ovat korkeat, mutta energiankulutuksen ja kulutushyödykkeiden kokonaisvaltainen käyttö verrattuna plasmaleikkauskoneeseen, cnc-jyrsinkoneeseen, hiilidioksidileikkaukseen jne., Yhden kappaleen käsittelykustannukset ovat vain 1/3-1/2 muiden leikkausten kustannuksista.
Ruostumattoman teräksen laserleikkauksen yleiset ongelmat
Onko sinulla vaikeuksia ruostumattoman teräksen laserleikkauksessa? Tässä osiossa kootaan yhteen yleisiä ilmiöitä ruostumattoman teräksen leikkaamisessa ja ehdotetaan ratkaisuja niiden analysoinnin jälkeen.
Puristusvirheet
Ruostumattoman teräksen lävistyksessä lasersäde osuu ruostumattoman teräksen pintaan ja alkaa sulaa. Sula sinkoutuu materiaalin pinnalle. Se roiskuu pienten reikien ympärille ja muodostaa vispiläpurseja. Nämä viiksipurseet aiheuttavat naarmuja leikatulle pinnalle ja vaikuttavat myös sähköstaattisen kapasiteettitunnistimen profilointitoimintaan.

[Syy] Kun apukaasuna käytetään happea, sula metalli hapettuu lävistysprosessin aikana, eikä se muodosta vispilöitä eikä tartu hyvin ruostumattoman teräsmateriaalin pintaan.
Mutta kun typpeä käytetään apukaasuna, sulaa metallia ei säilytetä ah, sulan viskositeetti on alhainen, se venyttää tulla whiskers, yhdistettynä sulan kielen kielen pinnan materiaalin välillä tiukkuus vahva, ja sitten kasataan pieniin reikiin ympärillä.
Miten ratkaista ruostumattoman teräksen vispiläpurseet?
[Ratkaisu] Ruostumattoman teräksen laserleikkauksen vispiläpurseen ratkaisemiseksi on tarpeen estää sekä sulan metallin roiskuminen että tarttuminen.
(1) Vähennä sulan materiaalin tuotantoa
①Voidaan säätää rei'itysolosuhteita, taajuuden lisääminen yhden pulssin lähtötehon vähentämiseksi vähentää tehokkaasti sulan määrän vähentämistä. On kuitenkin huomattava, että tätä käsittelyolosuhdetta käytettäessä lämmöntuotto kasvaa, eikä sitä näin ollen voida käyttää paksujen levyjen leikkaamiseen.
② Käytä apukaasua tai mitattua puhalluskaasua puhaltamaan pois rei'istä poistuva sula metalli. Kuvassa on esitetty 0,05 MPa:n ja 0,7 MPa:n paineella apukaasujen kanssa tehdyn käsittelyn tulokset. Kuten voidaan nähdä, pintaan tarttuvan sulan kuonan määrä on pienempi, kun käytetään korkeapaineista kaasua.

(2) Tartunnan estäminen
Estokalvon asettaminen ruostumattoman teräksen pinnalle estää sulan metallin tarttumisen. Tämä johtuu siitä, että rei'ityksen aikana syntyvä sula metalli kerääntyy sulkukalvoon sen sijaan, että se tarttuisi suoraan ruostumattoman teräksen pintaan.
Eristyskalvon valinnassa voidaan käyttää kuonaa ehkäisevää ainetta tai pinta-aktiivista ainetta, joka helpottaa myöhempää käsittelyä.
(3) Purseiden poisto
Mitä voidaan tehdä syntyneiden purseiden poistamiseksi? Voimme leikata hyvin pieniä pyöreitä reikiä rei'itettyjen reikien läheisyyteen ja poistaa sulan metallin yhdessä reikien kanssa niitä leikattaessa. Tai siirtää polttopisteen asentoa ylöspäin reiän lävistämisen jälkeen sulattaa kertymän toisen kerran ja puhaltaa sen kaasulla pois.
1mm ruostumattoman teräslevyn käsittely tuottaa muodonmuutoksia
Kun ruostumatonta terästä leikataan laserilla ohuen nauhan muotoon, lyhyen akselin leveys poikkeaa toisistaan päissä ja keskellä.
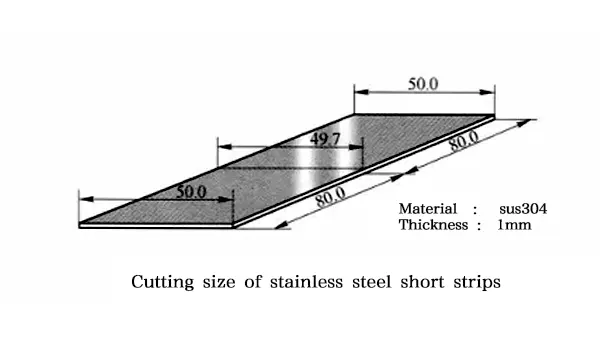
[Syy] Tärkein syy lyhyen akselin leveyden eroihin on se, että sulan metallin lämpö leikkausraon osassa nostaa käsiteltävän kappaleen lämpötilaa, ja leikkaus suoritetaan materiaalin korkean lämpötilan tilassa. Kun lämpötila laskee leikkauksen jälkeen, työstetyn muodon kutistuminen johtaa edellä kuvattuun virheeseen. Lisäksi työkappaleen muoto siirtyy noin 0,5 mm:n leveän leikkausraon sisällä, mikä on myös leikkauskoon virheen syy.
[Ratkaisu] Jos työstetty muoto siirtyy viillon sisällä, ongelma voidaan ratkaista asentamalla mikroliitäntä työstetyn muodon ja työstetyn muodon ulkopuolella olevan materiaalin välille. Mikroliitoksen asentaminen tapahtuu pysähtymällä kesken leikkauksen ja siirtämällä työstörataa hieman ennen leikkauksen jatkamista. Mikroliitoksen asettaminen on pakollista, jotta voidaan säilyttää työstetyn muodon ja työstetyn muodon ulkopuolella olevan materiaalin välinen etäisyys, joka estää muodonmuutoksen.
Kuumavalssattujen hiiliteräsmateriaalien käsittelyssä esiintyy toisinaan ilmiö, että eri käsittelypaikoissa esiintyy erisuuruisia muodonmuutoksia. Tämä voi johtua siitä, että valssauksen jälkeisessä jäähdytyksessä terästä, materiaalin päitä ei ole jäähdytetty riittävästi, jäännösjännitys on suhteellisen korkea, jännitys vapautuu laserleikkauksessa, mikä johtaa muodonmuutokseen.
Kalvopinnoitetun ruostumattoman teräksen suora leikkaaminen
Monien markkinoilla myytävien ruostumattomien terästen pintaan on levitetty suojakalvo naarmujen estämiseksi. Yleensä suojakalvo poistetaan ennen leikkaamista ja asetetaan takaisin leikkaamisen jälkeen.
Kuitenkin useammat asiakkaat vaativat ss laserleikkaus, jossa on levitetty kalvo.Filmin vaikutus ruostumattoman teräksen leikkaus ei ole vakaa, joskus vaikutus on erittäin hyvä, joskus suojakalvon kuorinta tapahtuu.

[Syy] Joten miksi se aiheuttaa suojakalvon kuoriutumista? Tämä johtuu siitä, että leikkaus, ei tullut rako apukaasua diffundoituu pinnalle ruostumattoman teräksen, hyökkäys suojakalvon ja materiaalin pinnan sisällä aukko, niin että suojakalvon kuorinta.
[Ratkaisu] Suojakalvoa leikattaessa lasersädekuvion voimakkuuden leikkausreunassa on oltava jyrkästi jakautunut, ja on huolehdittava siitä, ettei laserista tule turbulenttia. Nopeusolosuhteet olisi asetettava suuriin nopeuksiin, jotta vähennetään laserin lämpövaikutusta suojakalvoon.
Ruostumattoman teräksen laserleikkauskustannukset
Ruostumattoman teräksen laserleikkauskustannukset ovat tärkeä tekijä, joka vaikuttaa laserleikkauskoneen valintaan. Analysoidaanpa ruostumattoman teräksen laserleikkaukseen investoimisen kustannuksia yksi kerrallaan.
Alkuperäiset investointikustannukset
Ruostumattoman teräksen laserleikkauskoneen hinta on ss-laserleikkauksen alkuinvestointikustannukset, ja se on myös kiinteä kustannus, ja sen erityinen hinta riippuu laitetoimittajasta, tehosta, käsittelyleveydestä ja lisäominaisuuksista (kuten vaihtopöydästä, lastaus- ja purkujärjestelmästä ja pölynpoistojärjestelmästä) ja niin edelleen. Yleisesti ottaen mitä suurempi teho, sitä suurempi leikkauskapasiteetti, mutta sitä korkeammat ovat alkuperäiset investointikustannukset.
Juoksevat kustannukset
Käyttökustannukset ovat myös muuttuvia kustannuksia eli laitteiden käyttökustannuksia, mukaan lukien sähkönkulutus, kaasunkulutus, huoltokustannukset ja työvoimakustannukset.
Virrankulutus
Ruostumattoman teräksen kuitulaserleikkauskoneen valosähköinen muuntotehokkuus on noin 30% -40%, eli 1 kW: n laserin todellinen tehonkulutus on noin 2,5-3,3 kW. Sähkön erityiskustannukset riippuvat tehotariffien sijainnista.

Kaasun kulutus
Leikkausprosessissa hapettumisen estämiseksi ja sulan materiaalin poispuhaltamiseksi kuluva kaasu on myös yksi käyttökustannuksista. Esimerkiksi typpi, happi, argon jne. Minkä apukaasun valinta riippuu t
leikattavan metallimateriaalin tyyppi. Monet ihmiset käyttävät paineilmaa säästääkseen kustannuksia leikkauksessa, mutta leikkauslaatu on huono, helppo ripustaa kuonaa.
Ylläpitokustannukset
Ruostumattoman teräksen kuitulaserleikkauskoneen ylläpitokustannukset ovat pääasiassa optiikan, suuttimien ja laserin ylläpitokustannusten vaihto. Verrattuna CO2-laserleikkauskoneeseen kuitulaserleikkauskoneen ylläpitokustannukset ovat paljon alhaisemmat, mikä johtuu pääasiassa kulutustarvikkeiden alhaisemmista kustannuksista ja laserin pidemmästä käyttöiästä.
UKK
Laserleikattavan ruostumattoman teräksen paksuus riippuu laitteen tehosta. 1500W-3000W lasereilla voidaan leikata ruostumatonta terästä jopa 8 mm:n paksuudelta. 6 kW-12 kW:n lasereilla voidaan leikata ruostumattomasta teräksestä jopa 1-25 mm:n paksuisia levyjä. 15 kW:n tai sitä suuremmilla lasereilla voidaan leikata ruostumattomasta teräksestä jopa 30-40 mm:n paksuisia levyjä. Erittäin suuritehoiset laserit leikkaavat ruostumatonta teräslevyä jopa 30-40 mm:n paksuudelta.
Totta kai voit! Totta kai! Ruostumaton teräs 304 voidaan laserleikata tehokkaasti. Tämä johtuu siitä, että ruostumattomalla teräksellä 304 on hyvä lämmönjohtavuus mutta pienempi heijastuskyky kuin ruostumattomalla teräksellä 304. alumiini, joten se on yhteensopiva kuitulasereiden kanssa. Toisin kuin ferriittiset tai martensiittiset ruostumattomat teräkset, sen austeniittinen rakenne minimoi halkeiluriskin leikkausprosessin aikana.
Ruostumattoman teräksen laserleikkauksessa apukaasun valinnalla on suora vaikutus leikkauksen laatuun, nopeuteen ja kustannuksiin.
Jos jatkat tarkkuusleikkausta ilman hapettuneita leikkauksia, suosi typpeä, koska typpi on inertti kaasu ei reagoi ruostumattoman teräksen aineiden kanssa, leikkaus on hopeanvalkoinen alkuperäinen väri, leikkauspinta on sileä ilman roikkuvaa kuonaa, ilman jälkikäsittelyä.
Jos tarvitset suurta leikkausnopeutta ja voit hyväksyä leikkauspinnan hapettumisesta syntyvän mustan oksidikerroksen, happi on hyvä apukaasu.
Jos haluat maksimoida kustannussäästöt etkä vaadi suuria leikkaustuloksia ja nopeutta, voit harkita paineilmaa.
Päätelmä
Olemme keskustelleet syistä, joiden vuoksi ruostumattoman teräksen laserleikkaus on vaikeaa, ja analysoineet yksityiskohtaisesti ruostumattoman teräksen leikkauksen yleisiä ongelmia ja ratkaisuja sekä ruostumattoman teräksen laserleikkauksen kustannuksia.
Mitä muita epäilyksiä sinulla on ruostumattoman teräksen laserleikkauksesta? Voit kertoa meille epäilyksesi ja ajatuksesi.
Jos harkitset valita ruostumattoman teräksen laserleikkauskoneen, jolla on hyvä laatu, nopea huoltopalvelu ja kustannustehokas hinta, voit oppia seuraavaa XT LASER, joka on yksi Kiinan kuuluisista kuitulaserlaitteiden valmistajista. He tarjoavat huippuluokan ruostumattoman teräksen leikkausratkaisuja tarpeidesi mukaan.