
El acero inoxidable se encuentra en todas partes en nuestra vida cotidiana, desde pequeños instrumentos quirúrgicos y cubertería y utensilios de cocina, hasta grandes materiales de construcción y equipos industriales. Cada vez más procesadores de acero inoxidable prefieren el corte por láser por su alta velocidad y precisión.
Este artículo tratará los aspectos básicos del corte por láser de acero inoxidable, las dificultades de corte y los costes.
¿Qué es el corte por láser de acero inoxidable?
El corte por láser de acero inoxidable es un proceso en el que un haz láser de muy alta densidad de potencia se enfoca sobre la superficie del acero inoxidable, provocando un rápido aumento de la temperatura local de la superficie y una rápida fusión, vaporización y ablación.
Al mismo tiempo, a través de la viga coaxial de flujo de aire de alta velocidad será de acero inoxidable fundido soplando lejos, para realizar la pieza de trabajo de corte de precisión.
¿Por qué es difícil cortar acero inoxidable?
La razón principal por la que el acero inoxidable es difícil de cortar está inseparablemente relacionada con sus propiedades físicas y químicas únicas, especialmente en los métodos tradicionales de procesamiento se enfrentará a los siguientes desafíos:
Alta reflectividad
El acero inoxidable, especialmente el austenítico 304, 316 en la reflectividad del láser de fibra hasta 70%, muy superior a la del acero al carbono. Esto dificulta el acoplamiento eficiente de la energía láser, y se requiere una mayor potencia para iniciar un corte en comparación con el corte de acero al carbono del mismo espesor.
Alta viscosidad de fusión, escoria fácil de colgar
Como el acero inoxidable contiene elementos como el cromo y el níquel, tiene una alta viscosidad de fusión y poca fluidez. Esto significa que el gas auxiliar es difícil de soplar completamente la escoria, el extremo inferior del corte es fácil de formar una escoria "gota de lágrima".

Atenuación de la energía de corte de placas gruesas
Cuando se corta chapa de acero inoxidable de espesor > 10 mm, el láser se refleja muchas veces en la sangría, lo que da lugar a una distribución desigual de la energía, que provoca un aumento de la conicidad de la sangría y la acumulación de escoria en la parte inferior.
Chop offset
Bajo la alta temperatura del láser, el zinc, el manganeso y otros elementos de bajo punto de ebullición del acero inoxidable se evaporan preferentemente, y la evaporación de estos elementos provoca un cambio en la composición del borde de la cuchilla, pudiendo reducirse la resistencia a la corrosión del borde del corte.
¿Cuál es la mejor herramienta para cortar acero inoxidable?
Hay muchas formas de cortar acero inoxidable, como el corte por láser, el corte por CO2, la fresadora CNC, el corte por agua, el corte por plasma, etc. Por qué el corte por láser es la mejor herramienta?
Alta precisión de corte
El punto de enfoque del láser formado por el espejo de enfoque es tan pequeño como 0,01 mm, lo que puede calentar instantáneamente el acero inoxidable hasta el punto de fusión o la temperatura de vaporización, con el gas de alta presión para soplar el material fundido, formando una hendidura muy estrecha de 0,1 mm, la superficie de corte es lisa y sin rebabas, y la zona afectada por el calor es extremadamente pequeña.
Excelente calidad de corte y no se deforma fácilmente
vaporización láser de alta temperatura del material en un período muy corto de tiempo, la perpendicularidad kerf es bueno, la rugosidad de la superficie puede ser de hasta Ra6.3μm o menos, lo que reduce el procesamiento secundario. Además de la concentración de calor de corte por láser de acero inoxidable, lo que resulta en muy baja deformación térmica, que es particularmente evidente en el corte de chapa fina de acero inoxidable.

Alto aprovechamiento del material
En comparación con los procesos de corte tradicionales, como el oxicorte, el acero inoxidable cortado por láser tiene una hendidura que es más de 50% más estrecha, y con el anidado se pueden ahorrar hasta 30% de material.
Ventaja de costes a largo plazo
La inversión inicial del equipo de corte por láser Ss es alta, pero el uso integral del consumo de energía y consumibles, en comparación con la máquina de corte por plasma, fresadora cnc, corte de dióxido de carbono, etc, el costo de procesamiento de una sola pieza es sólo 1/3-1/2 del costo de los otros cortes.
Problemas comunes del corte por láser de acero inoxidable
¿Está experimentando algunas dificultades al cortar acero inoxidable con láser? Esta sección recopila fenómenos comunes en el corte de acero inoxidable y propone soluciones tras analizarlos.
Defectos de rebabas
En la perforación de acero inoxidable, el rayo láser golpea la superficie del acero inoxidable y comienza a fundirse. La masa fundida es expulsada a la superficie del material. Salpica alrededor de los pequeños orificios y forma rebabas. Estas rebabas causan arañazos en la superficie cortada y también afectan a la acción de perfilado del sensor de capacidad electrostática.

[Razón] Cuando se utiliza oxígeno como gas auxiliar, el metal fundido se oxida durante el proceso de perforación y no forma bigotes ni se adhiere bien a la superficie del material de acero inoxidable.
Pero cuando el nitrógeno se utiliza como gas auxiliar, el metal fundido no se mantendrá ah, la viscosidad de la masa fundida es baja, se estirará para convertirse en bigotes, junto con la fusión de la lengua de la superficie del material entre la estanqueidad de los fuertes, y luego apilados en los pequeños agujeros alrededor.
¿Cómo solucionar las rebabas de acero inoxidable?
[Solución] Para solucionar la rebaba de whisker del corte por láser de acero inoxidable, es necesario evitar tanto las salpicaduras de metal fundido como la adherencia.
(1) Reducir la producción de material fundido
①Podemos ajustar las condiciones de perforación, aumentando la frecuencia para reducir la potencia de salida de un solo pulso será eficaz para reducir la cantidad de fundido. Sin embargo, debe tenerse en cuenta que cuando se utiliza esta condición de procesamiento, la entrada de calor se incrementará y por lo tanto no se puede utilizar para el corte de chapa gruesa.
② Utilizar un gas auxiliar o gas de soplado medido para soplar el metal fundido expulsado del orificio de perforación. Los resultados del procesamiento con gases auxiliares a 0,05 MPa y 0,7 MPa de presión se muestran en la figura. Como puede observarse, la cantidad de escoria fundida adherida a la superficie es menor cuando se utiliza gas a alta presión.

(2) Prevención de la adherencia
La aplicación de una película de barrera a la superficie de acero inoxidable del material impide que el metal fundido se adhiera. Esto se debe a que, durante la perforación, el metal fundido resultante se acumula en la película de barrera en lugar de adherirse directamente a la superficie de acero inoxidable.
Para la selección de la película de aislamiento, se puede utilizar un agente preventivo de escorias o un tensioactivo que facilite el procesado posterior.
(3) Eliminación de rebabas
¿Qué se puede hacer para eliminar las rebabas que se han creado? Podemos cortar agujeros redondos muy pequeños en las proximidades de los agujeros perforados y eliminar el metal fundido junto con los agujeros al cortarlos. O mover la posición del punto focal hacia arriba después de perforar el agujero para fundir la acumulación por segunda vez y utilizar gas para eliminarla.
El procesamiento de chapa de acero inoxidable de 1 mm produce deformación
Al cortar con láser acero inoxidable en forma de tira fina, existe una discrepancia en la anchura del eje corto en los extremos y en el centro.
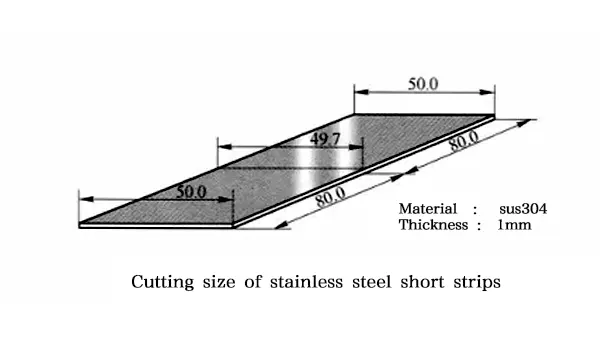
[Razón] La razón principal de la diferencia en la anchura del eje corto es que el calor del metal fundido en la parte del corte aumenta la temperatura del objeto procesado, y el corte se realizará en el estado de alta temperatura del material. Cuando la temperatura disminuye después del corte, la contracción de la forma mecanizada conduce al error descrito anteriormente. Además, la forma de la pieza se desplaza dentro de la anchura de la sangría de unos 0,5 mm, lo que también es la causa del error en el tamaño del corte.
[Solución] Si la forma procesada se desplaza dentro de la sangría, el problema puede resolverse instalando una microconexión entre la forma procesada y el material situado fuera de la forma procesada. El método para establecer la microconexión consiste en hacer una pausa en mitad del corte y, a continuación, desplazar ligeramente la trayectoria de mecanizado antes de continuar cortando. La instalación de la micro-conexión es obligatoria para mantener la distancia entre la forma procesada y el material fuera de la forma procesada, lo que evita la deformación.
En el procesamiento de materiales de acero al carbono laminados en caliente, se produce ocasionalmente el fenómeno de diferentes cantidades de deformación en diferentes posiciones de procesamiento. Esto puede ser debido a que el acero en el enfriamiento después de la laminación, los extremos del material no se enfrían lo suficiente, la tensión residual es relativamente alta, la tensión se libera en el corte por láser, lo que resulta en la deformación.
Corte directo de acero inoxidable laminado en film
Muchos aceros inoxidables a la venta tienen una película protectora aplicada a la superficie para evitar arañazos. Por lo general, la película protectora se retira antes de cortar y se vuelve a colocar después del corte.
Sin embargo, más clientes requieren ss corte por láser con la película aplicada. el efecto de la película aplicada de acero inoxidable en el corte no es estable, a veces el efecto es muy bueno, a veces la película protectora peeling sucederá.

[Razón] ¿Por qué se pela la película protectora? Esto se debe a que en el corte, no entró en el gas auxiliar hendidura se difundirá a la superficie del acero inoxidable, la invasión de la película protectora y la superficie del material dentro de la brecha, por lo que la película protectora de pelado.
[Solución] Al cortar la película protectora, la intensidad del patrón del rayo láser en el borde de corte debe distribuirse nítidamente, y debe tenerse cuidado de no permitir que el láser se vuelva turbulento. La velocidad debe ser alta para reducir la influencia térmica del láser sobre la lámina protectora.
Coste del corte por láser de acero inoxidable
El coste del corte por láser de acero inoxidable es un factor importante que afecta a la elección de la máquina de corte por láser. Analicemos uno por uno el coste de invertir en el corte por láser de acero inoxidable.
Coste de inversión inicial
El precio de la máquina de corte por láser para acero inoxidable es el coste de inversión inicial del corte por láser para acero inoxidable, y también es un coste fijo, y su precio específico depende del proveedor del equipo, la potencia, el ancho de procesamiento y las características adicionales (como la mesa de intercambio, el sistema de carga y descarga y el sistema de eliminación de polvo), etc. En general, cuanto mayor sea la potencia, mayor será la capacidad de corte, pero mayor será el coste de inversión inicial.
Gastos corrientes
Los costes de funcionamiento son también costes variables, es decir, el coste de utilizar el equipo, incluido el consumo de energía, el consumo de gas, los costes de mantenimiento y los costes de mano de obra.
Consumo de energía
Máquina de corte por láser de fibra de acero inoxidable eficiencia de conversión fotoeléctrica de alrededor de 30% -40%, es decir, 1kW láser consumo real de energía de alrededor de 2,5-3,3kW. El coste específico de la electricidad depende de la ubicación de las tarifas eléctricas.

Consumo de gas
El gas consumido en el proceso de corte para evitar la oxidación y soplar el material fundido es también uno de los costes de funcionamiento. Por ejemplo, nitrógeno, oxígeno, argón, etc. La elección concreta del gas auxiliar depende del t
ipo de material metálico a cortar. Muchas personas utilizan aire comprimido con el fin de ahorrar costes en el corte, pero la calidad del corte es pobre, fácil de colgar escoria.
Coste de mantenimiento
El coste de mantenimiento de la máquina de corte por láser de fibra de acero inoxidable es principalmente la sustitución de ópticas, boquillas y el coste de mantenimiento del láser. En comparación con la máquina de corte por láser CO2, el coste de mantenimiento de la máquina de corte por láser de fibra es mucho menor, debido principalmente al menor coste de los consumibles y a la mayor vida útil del láser.
Preguntas frecuentes
El grosor del acero inoxidable que se puede cortar con láser depende de la potencia del equipo. Los láseres de 1500W-3000W pueden cortar acero inoxidable de hasta 8 mm de grosor. Los láseres de 6 kW-12 kW pueden cortar chapa de acero inoxidable de hasta 1-25 mm de grosor. Los láseres de 15 kW o más pueden cortar chapas de acero inoxidable de hasta 30-40 mm de grosor. Láser de potencia ultra alta para cortar chapa de acero inoxidable de hasta 30-40 mm de grosor.
¡Claro que puedes! Por supuesto que se puede. El acero inoxidable 304 puede cortarse con láser de forma eficaz. Esto se debe al hecho de que el acero inoxidable 304 tiene una buena conductividad térmica pero una reflectividad inferior a la del acero inoxidable 304. aluminiopor lo que es compatible con los láseres de fibra. A diferencia de los aceros inoxidables ferríticos o martensíticos, su estructura austenítica minimiza el riesgo de fisuración durante el proceso de corte.
En el corte por láser de acero inoxidable, la elección del gas auxiliar influye directamente en la calidad del corte, la velocidad y el coste.
Si usted persigue el corte de precisión sin cortes oxidados, dar preferencia a nitrógeno, esto se debe a que el nitrógeno es un gas inerte no reaccionará con las sustancias en el acero inoxidable, el corte es de color blanco plateado original, la superficie de corte es lisa sin escoria colgante, sin tratamiento secundario.
Si necesita una alta velocidad de corte y puede aceptar la capa de óxido negro producida por la oxidación de la superficie de corte, el oxígeno es un buen gas auxiliar.
Si desea maximizar el ahorro de costes y no necesita resultados de corte ni velocidad elevados, puede optar por el aire comprimido.
Conclusión
Hemos hablado de las razones por las que el corte por láser de acero inoxidable es difícil y analizado en detalle los problemas y soluciones habituales para el corte de acero inoxidable y el coste del corte por láser de acero inoxidable.
¿Cuáles son tus otras dudas sobre el corte por láser de acero inoxidable? Puedes contarnos tus dudas y pensamientos.
Si está pensando en elegir una máquina de corte por láser de acero inoxidable con buena calidad, servicio postventa rápido y precio rentable, puede informarse sobre lo siguiente LÁSER XTes uno de los fabricantes de equipos láser de fibra más famosos de China. Proporcionarán soluciones de corte de acero inoxidable de primera categoría de acuerdo con sus necesidades.