
Edelstahl ist in unserem täglichen Leben überall zu finden, von kleinen chirurgischen Instrumenten über Besteck und Kochgeschirr bis hin zu großen Baumaterialien und Industrieanlagen. Das Laserschneiden wird von immer mehr Verarbeitern von rostfreiem Stahl wegen seiner hohen Geschwindigkeit und hohen Genauigkeit bevorzugt.
Dieser Artikel befasst sich mit den Grundlagen des Laserschneidens von rostfreiem Stahl, den Schwierigkeiten beim Schneiden und den Kosten.
Was ist Laserschneiden von Edelstahl?
Beim Laserschneiden von rostfreiem Stahl wird ein Laserstrahl mit sehr hoher Leistungsdichte auf die Oberfläche von rostfreiem Stahl fokussiert, was einen raschen Anstieg der lokalen Oberflächentemperatur und ein schnelles Schmelzen, Verdampfen und Abtragen bewirkt.
Zur gleichen Zeit, durch den Strahl koaxiale High-Speed-Luftstrom wird Edelstahl schmelzen wegblasen, um das Werkstück Präzisionsschneiden zu realisieren.
Warum ist rostfreier Stahl schwer zu schneiden?
Der Hauptgrund, warum rostfreier Stahl schwer zu schneiden ist, ist untrennbar mit seinen einzigartigen physikalischen und chemischen Eigenschaften verbunden, vor allem in den traditionellen Verarbeitungsmethoden wird mit den folgenden Herausforderungen konfrontiert:
Hoher Reflexionsgrad
Edelstahl, insbesondere austenitischer 304, 316 auf der Faser-Laser-Reflexion bis zu 70%, viel höher als Kohlenstoffstahl. Dies macht es schwierig, die Laserenergie effizient zu koppeln, und eine höhere Leistung ist erforderlich, um einen Schnitt im Vergleich zum Schneiden von Kohlenstoffstahl der gleichen Dicke zu initiieren.
Hohe Schmelzviskosität, leichte Schlackenbildung
Da nichtrostender Stahl Elemente wie Chrom und Nickel enthält, hat er eine hohe Schmelzviskosität und ist schlecht fließfähig. Das bedeutet, dass das Hilfsgas die Schlacke nur schwer vollständig abblasen kann und sich am unteren Ende des Schnitts leicht eine "Tropfenschlacke" bildet.

Energieabschwächung beim Schneiden dicker Platten
Beim Schneiden von Edelstahlblechen mit einer Dicke von mehr als 10 mm wird der Laser in der Schnittfuge mehrfach reflektiert, was zu einer ungleichmäßigen Energieverteilung führt, die eine Verjüngung der Schnittfuge und eine Schlackenansammlung am Boden zur Folge hat.
Kotelettversatz
Unter der hohen Temperatur des Lasers werden Zink, Mangan und andere Elemente mit niedrigem Siedepunkt im rostfreien Stahl bevorzugt verdampft, und die Verdampfung dieser Elemente führt zu einer Verschiebung in der Zusammensetzung der Schnittkante, und die Korrosionsbeständigkeit der Schnittkante kann sich verringern.
Welches ist das beste Werkzeug zum Schneiden von rostfreiem Stahl?
Es gibt viele Möglichkeiten, rostfreien Stahl zu schneiden, z. B. Laserschneiden, CO2-Schneiden, CNC-Fräsen, Wasserstrahlschneiden, Plasmaschneiden und so weiter. Warum ist das Laserschneiden das beste Werkzeug?
Hohe Schnittpräzision
Der Laserfokussierungspunkt, der durch den Fokussierungsspiegel gebildet wird, ist so klein wie 0,01 mm, was den rostfreien Stahl sofort auf den Schmelzpunkt oder die Verdampfungstemperatur erhitzen kann, mit dem Hochdruckgas, um das geschmolzene Material wegzublasen, wodurch ein sehr schmaler Schlitz von 0,1 mm entsteht, die Schnittfläche ist glatt und gratfrei, und die hitzebeeinflusste Zone ist extrem klein.
Ausgezeichnete Schnittqualität und nicht leicht zu verformen
Laser-Hochtemperatur-Verdampfung des Materials in einer sehr kurzen Zeit, die Kerbe Rechtwinkligkeit ist gut, die Oberflächenrauheit kann bis zu Ra6.3μm oder weniger sein, die Verringerung der sekundären Verarbeitung. Plus Laser Edelstahl Schneiden Wärmekonzentration, was zu sehr geringen thermischen Verformung, die besonders deutlich in das Schneiden von dünnen Edelstahlplatte ist.

Hohe Materialausnutzung
Im Vergleich zu herkömmlichen Schneidverfahren, wie z. B. dem Brennschneiden, ist der Spalt beim lasergeschnittenen Edelstahl um mehr als 50% schmaler, und durch die Verschachtelung können Sie bis zu 30% Material sparen.
Langfristiger Kostenvorteil
Ss Laserschneiden Ausrüstung Erstinvestition ist hoch, aber die umfassende Nutzung von Energieverbrauch und Verbrauchsmaterialien, im Vergleich mit Plasma-Schneidemaschine, CNC-Fräsmaschine, Kohlendioxid-Schneiden, etc., die Kosten für die Bearbeitung eines einzigen Stückes ist nur 1/3-1/2 der Kosten für die anderen Schnitte.
Häufige Probleme beim Laserschneiden von rostfreiem Stahl
Haben Sie Schwierigkeiten beim Laserschneiden von rostfreiem Stahl? In diesem Abschnitt werden häufige Phänomene beim Schneiden von rostfreiem Stahl zusammengestellt und nach einer Analyse Lösungen vorgeschlagen.
Gratdefekte
Beim Lochstechen von Edelstahl trifft der Laserstrahl auf die Oberfläche des Edelstahls und beginnt zu schmelzen. Die Schmelze wird auf die Oberfläche des Materials geschleudert. Sie spritzt um die kleinen Löcher herum und bildet Whiskergrate. Diese Whiskergrate verursachen Kratzer auf der Schnittfläche und beeinträchtigen auch die Profilierungsfunktion des elektrostatischen Kapazitätssensors.

[Grund] Wenn Sauerstoff als Hilfsgas verwendet wird, oxidiert das geschmolzene Metall während des Lochstechvorgangs und bildet keine Whisker und haftet nicht gut an der Oberfläche des Edelstahls.
Aber wenn Stickstoff als Hilfsgas verwendet wird, wird das geschmolzene Metall nicht aufrechterhalten werden ah, die Viskosität der Schmelze ist niedrig, wird es strecken, um Whisker zu werden, mit der Schmelze der Sprache der Oberfläche des Materials zwischen der Dichtheit des starken gekoppelt, und dann in den kleinen Löchern rund angehäuft.
Wie löst man den Whiskergrat aus Edelstahl?
[Lösung] Um den Whiskergrat beim Laserschneiden von rostfreiem Stahl zu beseitigen, muss sowohl das Verspritzen von geschmolzenem Metall als auch das Anhaften verhindert werden.
(1) Verringerung der Produktion von geschmolzenem Material
Wir können die Perforationsbedingungen anpassen, indem wir die Frequenz erhöhen, um die Ausgangsleistung eines einzelnen Impulses zu reduzieren, was die Menge an Schmelze verringert. Es sollte jedoch beachtet werden, dass bei dieser Bearbeitungsbedingung der Wärmeeintrag erhöht wird und daher nicht für das Schneiden dicker Bleche verwendet werden kann.
② Verwenden Sie ein Hilfsgas oder ein gemessenes Blähgas, um das aus dem Perforationsloch herausgeschleuderte geschmolzene Metall wegzublasen. Die Ergebnisse der Verarbeitung mit Hilfsgasen bei 0,05 MPa und 0,7 MPa Druck sind in der Abbildung dargestellt. Wie zu erkennen ist, ist die Menge der an der Oberfläche haftenden Schlacke bei Verwendung von Hochdruckgas geringer.

(2) Verhinderung von Adhäsion
Das Anbringen einer Sperrschicht auf der Edelstahloberfläche des Materials verhindert das Anhaften des geschmolzenen Metalls. Denn beim Perforieren sammelt sich das geschmolzene Metall auf der Sperrschicht an, anstatt direkt an der Oberfläche des nichtrostenden Stahls zu haften.
Bei der Auswahl des Isolierfilms kann ein Schlackenverhütungsmittel oder ein Tensid, das die Weiterverarbeitung erleichtert, verwendet werden.
(3) Gratentfernung
Was kann man tun, um die entstandenen Grate zu entfernen? Wir können sehr kleine runde Löcher in der Nähe der perforierten Löcher schneiden und das geschmolzene Metall zusammen mit den Löchern entfernen, wenn wir sie schneiden. Oder die Brennpunktposition nach dem Durchstechen des Lochs nach oben verlagern, um die Anhaftungen ein zweites Mal zu schmelzen und sie mit Gas wegzublasen.
Die Verarbeitung von 1mm Edelstahlblech führt zu Verformungen
Beim Laserschneiden von rostfreiem Stahl in Form eines dünnen Bandes gibt es eine Diskrepanz in der Breite der kurzen Achse an den Enden und in der Mitte.
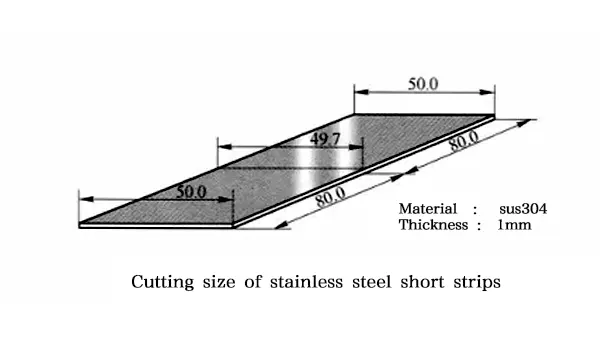
[Grund] Der Hauptgrund für den Unterschied in der Breite der kurzen Achse liegt darin, dass die Wärme des geschmolzenen Metalls im Bereich der Schnittfuge die Temperatur des bearbeiteten Objekts erhöht und das Schneiden im Hochtemperaturzustand des Materials durchgeführt wird. Wenn die Temperatur nach dem Schneiden sinkt, führt die Schrumpfung der bearbeiteten Form zu dem oben beschriebenen Fehler. Darüber hinaus wird die Form des Werkstücks innerhalb der Schnittfugenbreite von etwa 0,5 mm verschoben, was ebenfalls die Ursache für den Fehler in der Schnittgröße ist.
[Lösung] Wenn die bearbeitete Form innerhalb der Schnittfuge verschoben wird, kann das Problem durch die Einrichtung einer Mikroverbindung zwischen der bearbeiteten Form und dem Material außerhalb der bearbeiteten Form gelöst werden. Die Methode zum Einrichten der Mikroverbindung besteht darin, in der Mitte des Schnittes zu pausieren und dann die Bearbeitungsbahn leicht zu verschieben, bevor der Schnitt fortgesetzt wird. Das Einrichten der Mikroverbindung ist zwingend erforderlich, um den Abstand zwischen der bearbeiteten Form und dem Material außerhalb der bearbeiteten Form aufrechtzuerhalten, was eine Verformung verhindert.
Bei der Verarbeitung von warmgewalztem Kohlenstoffstahl tritt gelegentlich das Phänomen auf, dass sich das Material an verschiedenen Bearbeitungsstellen unterschiedlich stark verformt. Dies kann auf den Stahl in der Kühlung nach dem Walzen, die Materialenden sind nicht ausreichend gekühlt, die Eigenspannung ist relativ hoch, die Spannung wird in der Laserschneiden, was zu Verformungen freigegeben werden.
Direktes Schneiden von folienkaschiertem Edelstahl
Viele nichtrostende Stähle, die zum Verkauf angeboten werden, sind mit einer Schutzfolie versehen, um Kratzer zu vermeiden. Im Allgemeinen wird die Schutzfolie vor dem Schneiden entfernt und nach dem Schneiden wieder aufgetragen.
Allerdings verlangen mehr Kunden ss Laserschneiden mit der Folie aufgebracht. die Wirkung der Folie aufgebracht Edelstahl beim Schneiden ist nicht stabil, manchmal ist der Effekt sehr gut, manchmal die Schutzfolie Peeling passieren.

[Grund] Also, warum ist es die Schutzfolie Peeling verursachen? Dies liegt daran, dass beim Schneiden, nicht in den Schlitz Hilfsgas wird an die Oberfläche des Edelstahls diffundieren, Invasion des Schutzfilms und der Oberfläche des Materials innerhalb der Lücke, so dass der Schutzfilm Peeling.
[Lösung] Beim Schneiden der Schutzfolie sollte die Intensität des Laserstrahlmusters an der Schnittkante scharf verteilt sein, und es sollte darauf geachtet werden, dass der Laser nicht turbulent wird. Die Geschwindigkeit sollte auf hohe Geschwindigkeit eingestellt werden, um den thermischen Einfluss des Lasers auf die Schutzfolie zu reduzieren.
Kosten für Laserschneiden aus Edelstahl
Die Kosten für das Laserschneiden von Edelstahl sind ein wichtiger Faktor bei der Wahl der Laserschneidmaschine. Lassen Sie uns die Kosten der Investition in Laserschneiden Edelstahl eins nach dem anderen zu analysieren.
Kosten der Erstinvestition
Edelstahl-Laserschneidmaschine Preis ist die anfängliche Investition Kosten der ss Laserschneiden, und es ist auch eine feste Kosten, und seine spezifischen Preis hängt von der Ausrüstung Lieferant, Macht, Verarbeitung Breite, und zusätzliche Funktionen (wie der Austausch Tabelle, Be-und Entladen System und Staubentfernung System), und so weiter. Im Allgemeinen gilt: Je höher die Leistung, desto höher die Schneidkapazität, aber desto höher sind auch die anfänglichen Investitionskosten.
Laufende Kosten
Zu den Betriebskosten gehören auch die variablen Kosten, d. h. die Kosten für die Nutzung des Geräts, einschließlich Stromverbrauch, Gasverbrauch, Wartungskosten und Arbeitskosten.
Stromverbrauch
Edelstahl-Faser-Laserschneidmaschine photoelektrische Umwandlung Effizienz von etwa 30% -40%, das heißt, 1kW Laser tatsächlichen Stromverbrauch von etwa 2,5-3,3kW. Die spezifischen Kosten für Strom hängt von der Lage der Macht Tarife.

Gasverbrauch
Das Gas, das beim Schneiden verbraucht wird, um die Oxidation zu verhindern und das geschmolzene Material wegzublasen, gehört ebenfalls zu den Betriebskosten. Zum Beispiel Stickstoff, Sauerstoff, Argon, usw. Die spezifische Wahl des Hilfsgases hängt von der t
Art des zu schneidenden Metallmaterials. Viele Menschen verwenden Druckluft, um beim Schneiden Kosten zu sparen, aber die Schnittqualität ist schlecht, leicht zu hängen Schlacke.
Wartungskosten
Die Wartungskosten für Edelstahl-Faserlaserschneidmaschinen bestehen hauptsächlich aus dem Austausch der Optik, der Düsen und den Wartungskosten für den Laser. Verglichen mit CO2-Laser-Schneidemaschine, die Wartungskosten der Faser-Laser-Schneidemaschine ist viel niedriger, vor allem wegen der geringeren Kosten für Verbrauchsmaterialien und die längere Lebensdauer des Lasers.
FAQs
Die Dicke des Edelstahls, der mit dem Laser geschnitten werden kann, hängt von der Leistung des Geräts ab. 1500W-3000W-Laser können Edelstahl bis zu einer Dicke von 8mm schneiden. 6kW-12kW-Laser können Edelstahlbleche bis zu einer Dicke von 1-25mm schneiden. Laser mit 15 kW oder mehr können Edelstahlbleche bis zu einer Dicke von 30-40 mm schneiden. Ultrahochleistungslaser zum Schneiden von Edelstahlblechen mit einer Dicke von bis zu 30-40 mm.
Natürlich können Sie das! Ja, natürlich! Nichtrostender Stahl 304 lässt sich gut mit dem Laser schneiden. Das liegt daran, dass Edelstahl 304 eine gute Wärmeleitfähigkeit hat, aber ein geringeres Reflexionsvermögen als Aluminiumwodurch er mit Faserlasern kompatibel ist. Im Gegensatz zu ferritischen oder martensitischen nichtrostenden Stählen minimiert seine austenitische Struktur das Risiko der Rissbildung während des Schneidprozesses.
Beim Laserschneiden von rostfreiem Stahl hat die Wahl des Hilfsgases einen direkten Einfluss auf die Schnittqualität, die Geschwindigkeit und die Kosten.
Wenn Sie Präzision Schneiden ohne oxidierte Schnitte zu verfolgen, den Vorzug geben, Stickstoff, ist dies, weil Stickstoff ein inertes Gas nicht mit den Stoffen in der Edelstahl reagieren, ist der Schnitt silber-weiße ursprüngliche Farbe, die Schnittfläche ist glatt ohne hängende Schlacke, ohne Nachbehandlung.
Wenn Sie eine hohe Schnittgeschwindigkeit benötigen und die schwarze Oxidschicht, die durch die Oxidation der Schnittfläche entsteht, akzeptieren können, ist Sauerstoff ein gutes Hilfsgas.
Wenn Sie die Kosteneinsparungen maximieren möchten und keine hohen Anforderungen an die Schnittleistung und -geschwindigkeit stellen, können Sie Druckluft in Betracht ziehen.
Schlussfolgerung
Wir haben die Gründe erörtert, warum das Laserschneiden von rostfreiem Stahl schwierig ist, und die häufigsten Probleme und Lösungen für das Schneiden von rostfreiem Stahl sowie die Kosten für das Laserschneiden von rostfreiem Stahl im Detail analysiert.
Welche anderen Zweifel haben Sie beim Laserschneiden von rostfreiem Stahl? Sie können uns Ihre Zweifel und Gedanken mitteilen.
Wenn Sie erwägen, Edelstahl-Laserschneidmaschine mit guter Qualität, prompte After-Sales-Service und kostengünstigen Preis zu wählen, können Sie über die folgenden lernen XT LASERdie einer der bekanntesten Hersteller von Faserlaseranlagen in China ist. Sie bieten erstklassige Lösungen zum Schneiden von Edelstahl nach Ihren Bedürfnissen.