
Nerezová ocel se v našem každodenním životě vyskytuje všude, od malých chirurgických nástrojů, přes příbory a nádobí až po velké stavební materiály a průmyslová zařízení. Řezání laserem si pro jeho vysokou rychlost a přesnost oblíbilo stále více zpracovatelů nerezové oceli.
Tento článek se zabývá základy řezání nerezové oceli laserem, obtížemi při řezání a náklady.
Co je řezání nerezové oceli laserem?
Řezání nerezové oceli laserem je proces, při kterém je na povrch nerezové oceli zaměřen laserový paprsek s velmi vysokou hustotou výkonu, což způsobuje rychlé zvýšení lokální povrchové teploty a rychlé tavení, odpařování a ablaci.
Současně bude paprskem koaxiálního vysokorychlostního proudu vzduchu odfukována tavenina z nerezové oceli, aby se realizovalo přesné řezání obrobku.
Proč se nerezová ocel obtížně řeže?
Hlavní důvod, proč je řezání nerezové oceli obtížné, je neoddělitelně spojen s jejími jedinečnými fyzikálními a chemickými vlastnostmi, zejména při tradičních metodách zpracování bude čelit následujícím výzvám:
Vysoká odrazivost
Nerezová ocel, zejména austenitická 304, 316 na vláknovém laseru s odrazivostí až 70%, mnohem vyšší než uhlíková ocel. To ztěžuje účinné spárování laserové energie a k zahájení řezu je zapotřebí vyšší výkon ve srovnání s řezáním uhlíkové oceli stejné tloušťky.
Vysoká viskozita taveniny, snadné zavěšování strusky
Protože nerezová ocel obsahuje prvky jako chrom a nikl, má vysokou viskozitu taveniny a špatnou tekutost. To znamená, že pomocný plyn obtížně zcela odfoukne strusku, na spodním konci řezu se snadno vytvoří "slzná kapka" strusky.

Útlum energie při řezání tlustých desek
Při řezání plechů z nerezové oceli o tloušťce > 10 mm se laser v řezné ploše mnohokrát odráží, což vede k nerovnoměrnému rozložení energie, které vede ke zvýšenému zúžení řezné plochy a hromadění strusky na dně.
Odsazení kotouče Chop
Při vysoké teplotě laseru se přednostně odpařuje zinek, mangan a další prvky s nízkým bodem varu v nerezové oceli a odpařování těchto prvků vede ke změně složení okraje řezu a korozní odolnost okraje řezu se může snížit.
Jaký je nejlepší nástroj na řezání nerezové oceli?
Existuje mnoho způsobů řezání nerezové oceli, například řezání laserem, řezání CO2, CNC frézka, řezání vodou, řezání plazmou atd. Proč je laserové řezání nejlepším nástrojem?
Vysoká přesnost řezání
Laserové zaostřovací místo vytvořené zaostřovacím zrcadlem je malé jako 0,01 mm, což může okamžitě zahřát nerezovou ocel na teplotu tání nebo odpařování, přičemž vysokotlaký plyn odfoukne roztavený materiál a vytvoří velmi úzkou až 0,1mm štěrbinu, řezný povrch je hladký a bez otřepů a tepelně ovlivněná zóna je extrémně malá.
Vynikající kvalita řezu a nesnadná deformace
laserové vysokoteplotní odpařování materiálu ve velmi krátkém čase, kolmost prořezu je dobrá, drsnost povrchu může být až Ra6,3 μm nebo méně, což snižuje sekundární zpracování. Plus laserové řezání nerezové oceli koncentruje teplo, což má za následek velmi nízkou tepelnou deformaci, která se projevuje zejména při řezání tenkých nerezových plechů.

Vysoké využití materiálu
V porovnání s tradičními řezacími postupy, jako je řezání plamenem, má laserem řezaná nerezová ocel štěrbinu užší o více než 50% a díky vnořenému řezání můžete ušetřit až 30% materiálu.
Dlouhodobá nákladová výhoda
Počáteční investice do zařízení pro řezání laserem je vysoká, ale komplexní využití spotřeby energie a spotřebního materiálu ve srovnání s plazmovým řezacím strojem, CNC frézou, řezáním oxidem uhličitým atd. je cena za zpracování jednoho kusu pouze 1/3-1/2 nákladů na ostatní řezy.
Běžné problémy při řezání nerezové oceli laserem
Máte potíže při řezání nerezové oceli laserem? Tato část shrnuje běžné jevy při řezání nerezové oceli a po jejich analýze navrhuje řešení.
Vady otřepů
Při propichování nerezové oceli dopadá laserový paprsek na povrch nerezové oceli a začíná se tavit. Tavenina je vymrštěna na povrch materiálu. Stříká kolem malých otvorů a vytváří otřepy. Tyto otřepy způsobují škrábance na řezaném povrchu a také ovlivňují profilovací činnost elektrostatického snímače kapacity.

[Důvod] Pokud se jako pomocný plyn používá kyslík, roztavený kov během procesu propichování oxiduje, netvoří se v něm vřídky a nepřiléhá dobře k povrchu nerezového materiálu.
Když se však jako pomocný plyn použije dusík, roztavený kov se neudrží ah, viskozita taveniny je nízká, protáhne se a stane se metličkami, spojenými s taveninou jazyka povrchu materiálu mezi těsností silného a pak se nahromadí v malých otvorech kolem.
Jak vyřešit otřepy z nerezové oceli?
[Řešení] Pro vyřešení otřepů při laserovém řezání nerezové oceli je nutné zabránit jak rozstřiku roztaveného kovu, tak přilnavosti.
(1) Snížení produkce roztaveného materiálu
①Můžeme upravit podmínky perforace, zvýšení frekvence pro snížení výstupního výkonu jednoho impulsu bude účinné při snižování množství roztaveného materiálu. Je však třeba poznamenat, že při použití této podmínky zpracování se zvýší příkon tepla, a proto ji nelze použít pro řezání tlustých plechů.
② K odfouknutí roztaveného kovu vyvrženého z perforačního otvoru použijte pomocný plyn nebo měřený ofukovací plyn. Výsledky zpracování s pomocnými plyny při tlaku 0,05 MPa a 0,7 MPa jsou uvedeny na obrázku. Jak je vidět, množství roztavené strusky ulpívající na povrchu je při použití vysokotlakého plynu menší.

(2) Zabránění adhezi
Nanesení bariérové vrstvy na povrch materiálu z nerezové oceli zabraňuje přilnutí roztaveného kovu. Je to proto, že při perforaci se vznikající roztavený kov hromadí na bariérové fólii, místo aby ulpíval přímo na povrchu nerezové oceli.
Při výběru izolační fólie lze použít prostředek proti tvorbě strusky nebo povrchově aktivní látku, která usnadňuje následné zpracování.
(3) Odstranění otřepů
Jak odstranit vzniklé otřepy? V blízkosti perforovaných otvorů můžeme vyříznout velmi malé kulaté otvory a při jejich řezání odstranit roztavený kov spolu s otvory. Nebo po proražení otvoru posuneme polohu ohniska směrem nahoru, abychom nánosy podruhé roztavili a pomocí plynu je odfoukli.
Zpracování 1mm plechu z nerezové oceli vytváří deformaci
Při laserovém řezání nerezové oceli ve tvaru tenkého pásu dochází k rozdílu v šířce krátké osy na koncích a uprostřed.
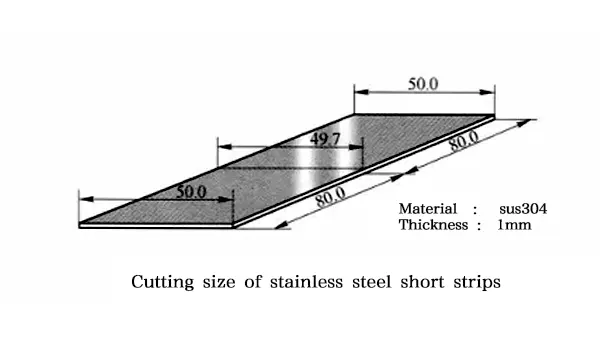
[Důvod] Hlavním důvodem rozdílu v šířce krátké osy je to, že teplo roztaveného kovu v části řezné hrany zvyšuje teplotu zpracovávaného předmětu a řezání bude probíhat ve stavu vysoké teploty materiálu. Když teplota po řezání klesne, smrštění obrobeného tvaru vede k výše popsané chybě. Kromě toho dochází k posunu tvaru obrobku v rámci šířky řezné hrany přibližně 0,5 mm, což je rovněž příčinou chyby velikosti řezu.
[Řešení] Pokud je zpracovávaný tvar posunut v rámci prořezu, lze problém vyřešit instalací mikrospojky mezi zpracovávaným tvarem a materiálem vně zpracovávaného tvaru. Metoda nastavení mikrospojky spočívá v tom, že se uprostřed řezání zastaví a před pokračováním v řezání se mírně posune trajektorie obrábění. Nastavení mikropropojení je povinné pro zachování vzdálenosti mezi obráběným tvarem a materiálem mimo obráběný tvar, což zabraňuje deformaci.
Při zpracování materiálů z uhlíkové oceli válcovaných za tepla se občas objevuje jev rozdílné velikosti deformace v různých polohách zpracování. To může být způsobeno tím, že ocel při ochlazování po válcování není dostatečně ochlazena, zbytkové napětí je relativně vysoké, napětí se uvolňuje při řezání laserem, což vede k deformaci.
Přímé řezání fólií laminované nerezové oceli
Mnoho nerezových ocelí, které jsou na trhu k prodeji, má na povrchu nanesenou ochrannou fólii, která zabraňuje poškrábání. Obecně platí, že před řezáním se ochranná fólie odstraní a po řezání se opět nanese.
Více zákazníků však vyžaduje řezání ss laserem s nanesenou fólií. účinek nanesené fólie z nerezové oceli při řezání není stabilní, někdy je účinek velmi dobrý, někdy dojde k odlupování ochranné fólie.

[Důvod] Proč tedy dochází k odlupování ochranného filmu? Je to proto, že při řezání nevstoupil do štěrbiny pomocný plyn, který se rozšířil na povrch nerezové oceli, což způsobilo invazi ochranné fólie a povrchu materiálu uvnitř mezery, takže se ochranná fólie odlupuje.
[Řešení] Při řezání ochranné fólie by měla být intenzita laserového paprsku na řezné hraně ostře rozložená a je třeba dbát na to, aby se laser nestával turbulentním. Podmínka rychlosti by měla být nastavena na vysokou rychlost, aby se snížil tepelný vliv laseru na ochrannou fólii.
Náklady na laserové řezání nerezové oceli
Náklady na laserové řezání nerezové oceli jsou důležitým faktorem ovlivňujícím výběr laserového řezacího stroje. Pojďme si postupně analyzovat náklady na investice do laserového řezání nerezové oceli.
Počáteční investiční náklady
Cena laserového řezacího stroje na nerezovou ocel je počáteční investiční náklad na řezání ss laserem a je to také fixní náklad a jeho konkrétní cena závisí na dodavateli zařízení, výkonu, šířce zpracování a dalších funkcích (jako je výměnný stůl, systém nakládání a vykládání a systém odstraňování prachu) atd.. Obecně platí, že čím vyšší je výkon, tím vyšší je řezný výkon, ale tím vyšší budou počáteční investiční náklady.
Provozní náklady
Provozní náklady jsou také variabilní náklady, tj. náklady na používání zařízení, včetně spotřeby energie, spotřeby plynu, nákladů na údržbu a mzdových nákladů.
Spotřeba energie
Účinnost fotoelektrické konverze laserového řezacího stroje z nerezové oceli přibližně 30% -40%, tj. 1kW laser se skutečnou spotřebou energie přibližně 2,5-3,3 kW. Konkrétní náklady na elektrickou energii závisí na umístění energetických tarifů.

Spotřeba plynu
Jedním z provozních nákladů je také plyn, který se spotřebuje při řezání, aby se zabránilo oxidaci a odfouknutí roztaveného materiálu. Například dusík, kyslík, argon atd. Konkrétní volba toho kterého pomocného plynu závisí na t
typ řezaného kovového materiálu. Mnoho lidí používá při řezání stlačený vzduch, aby ušetřili náklady, ale kvalita řezání je špatná, snadno se na něm zachytí struska.
Náklady na údržbu
Náklady na údržbu laserového řezacího stroje z nerezové oceli představují především výměnu optiky, trysek a náklady na údržbu laseru. V porovnání s laserovým řezacím strojem CO2 jsou náklady na údržbu vláknového laserového řezacího stroje mnohem nižší, a to především z důvodu nižších nákladů na spotřební materiál a delší životnosti laseru.
Nejčastější dotazy
Tloušťka nerezové oceli, kterou lze řezat laserem, závisí na výkonu zařízení. 1500W-3000W lasery mohou řezat nerezovou ocel o tloušťce až 8 mm. 6kW-12kW lasery mohou řezat nerezové plechy o tloušťce až 1-25 mm. 15kW a více lasery mohou řezat nerezový plech o tloušťce až 30-40 mm. Ultra výkonný laser řeže nerezový plech o tloušťce až 30-40 mm.
Samozřejmě, že můžete! Samozřejmě! Nerezovou ocel 304 lze efektivně řezat laserem. Je to dáno tím, že nerezová ocel 304 má dobrou tepelnou vodivost, ale nižší odrazivost než nerezová ocel 304. hliník, takže je kompatibilní s vláknovými lasery. Na rozdíl od feritických nebo martenzitických nerezových ocelí minimalizuje její austenitická struktura riziko vzniku trhlin během řezání.
Laserové řezání nerezové oceli je oblast, kde má volba pomocného plynu přímý vliv na kvalitu řezu, rychlost a náklady.
Pokud usilujete o přesné řezání bez zoxidovaných řezů, dejte přednost dusíku, protože dusík je inertní plyn, který nereaguje s látkami v nerezové oceli, řez má stříbřitě bílou původní barvu, řezný povrch je hladký bez visící strusky, bez sekundární úpravy.
Pokud požadujete vysokou řeznou rychlost a můžete akceptovat černou vrstvu oxidu, která vzniká oxidací řezné plochy, pak je kyslík vhodným pomocným plynem.
Pokud chcete maximalizovat úsporu nákladů a nevyžadujete vysoké výsledky řezání a rychlost, můžete zvážit stlačený vzduch.
Závěr
Probrali jsme důvody, proč je řezání nerezové oceli laserem obtížné, a podrobně jsme analyzovali běžné problémy a řešení řezání nerezové oceli a náklady na řezání nerezové oceli laserem.
Jaké jsou vaše další pochybnosti o řezání nerezové oceli laserem? Můžete nám sdělit své pochybnosti a myšlenky.
Pokud uvažujete o výběru laserového řezacího stroje z nerezové oceli s dobrou kvalitou, rychlým poprodejním servisem a cenově výhodnou cenou, můžete se dozvědět následující informace. XT LASER, která je jedním ze slavných výrobců vláknových laserových zařízení v Číně. Poskytne vám špičková řešení řezání nerezové oceli podle vašich potřeb.