
يمكن العثور على الفولاذ المقاوم للصدأ في كل مكان في حياتنا اليومية، بدءًا من الأدوات الجراحية الصغيرة وأدوات المائدة وأدوات الطهي إلى مواد البناء الكبيرة والمعدات الصناعية. ويفضل المزيد والمزيد من معالجي الفولاذ المقاوم للصدأ القطع بالليزر بسبب سرعته العالية ودقته العالية.
ستغطي هذه المقالة أساسيات القطع بالليزر للفولاذ المقاوم للصدأ، وصعوبات القطع والتكاليف.
ما هو قطع الفولاذ المقاوم للصدأ بالليزر؟
التقطيع بالليزر للفولاذ المقاوم للصدأ هو عملية يتم فيها تركيز شعاع ليزر عالي الكثافة على سطح الفولاذ المقاوم للصدأ، مما يتسبب في زيادة سريعة في درجة حرارة السطح الموضعي وسرعة الذوبان والتبخير والاستئصال.
في الوقت نفسه، من خلال تدفق الهواء عالي السرعة المحوري عالي السرعة من خلال الشعاع، سيتم نفخ ذوبان الفولاذ المقاوم للصدأ، لتحقيق القطع الدقيق لقطعة العمل.
لماذا يصعب قطع الفولاذ المقاوم للصدأ؟
ويرتبط السبب الرئيسي وراء صعوبة قطع الفولاذ المقاوم للصدأ ارتباطًا وثيقًا بخصائصه الفيزيائية والكيميائية الفريدة، خاصة في طرق المعالجة التقليدية التي ستواجه التحديات التالية
انعكاسية عالية
الفولاذ المقاوم للصدأ، وخاصة الأوستنيتي 304، 316 على انعكاسية ألياف الليزر حتى 70%، أعلى بكثير من الفولاذ الكربوني. وهذا يجعل من الصعب إقران طاقة الليزر بكفاءة، ويتطلب طاقة أعلى لبدء القطع مقارنةً بقطع الفولاذ الكربوني بنفس السُمك.
لزوجة ذوبان عالية، وسهولة تعليق الخبث
ونظرًا لاحتواء الفولاذ المقاوم للصدأ على عناصر مثل الكروم والنيكل، فإنه يتميز بلزوجة ذوبان عالية وسيولة ضعيفة. وهذا يعني أنه من الصعب أن ينفخ الغاز الإضافي الخبث تمامًا، ومن السهل تشكيل خبث "قطرة دموع" في الطرف السفلي من القطع.

توهين طاقة قطع الصفيحة السميكة
عند قطع صفيحة من الفولاذ المقاوم للصدأ بسُمك أكبر من 10 مم، ينعكس الليزر عدة مرات في الشق، مما يؤدي إلى توزيع غير متساوٍ للطاقة، الأمر الذي يؤدي إلى زيادة استدقاق الشق وتراكم الخبث في الأسفل.
فرم الإزاحة
تحت درجة حرارة الليزر المرتفعة، يتبخر الزنك والمنجنيز وعناصر نقطة الغليان المنخفضة الأخرى في الفولاذ المقاوم للصدأ بشكل تفضيلي، ويؤدي تبخر هذه العناصر إلى تحول في تركيب حافة الشق، وقد تنخفض مقاومة التآكل في حافة القطع.
ما هي أفضل أداة لقطع الفولاذ المقاوم للصدأ؟
هناك العديد من الطرق لقطع الفولاذ المقاوم للصدأ، مثل القطع بالليزر، وقطع ثاني أكسيد الكربون، وآلة الطحن باستخدام الحاسب الآلي، والقطع بالماء، والقطع بالبلازما، وما إلى ذلك. لماذا يعتبر القطع بالليزر أفضل أداة؟
دقة قطع عالية
تكون بقعة تركيز الليزر التي تشكلت بواسطة مرآة التركيز صغيرة مثل 0.01 مم، والتي يمكنها تسخين الفولاذ المقاوم للصدأ على الفور إلى درجة حرارة الانصهار أو درجة حرارة التبخير، مع وجود غاز عالي الضغط لتفجير المادة المنصهرة، مما يشكل شقًا ضيقًا جدًا يصل إلى 0.1 مم، ويكون سطح القطع أملس وخاليًا من النتوءات، وتكون المنطقة المتأثرة بالحرارة صغيرة للغاية.
جودة قطع ممتازة وليس من السهل تشويهها
تبخير درجة الحرارة العالية بالليزر للمادة في فترة زمنية قصيرة جدًا، تكون عمودية الشق جيدة، ويمكن أن تصل خشونة السطح إلى Ra6.3μm أو أقل، مما يقلل من المعالجة الثانوية. بالإضافة إلى تركيز حرارة القطع بالليزر من الفولاذ المقاوم للصدأ بالليزر، مما يؤدي إلى تشوه حراري منخفض جدًا، وهو أمر واضح بشكل خاص في قطع صفيحة رقيقة من الفولاذ المقاوم للصدأ.

استخدام عالي للمواد
بالمقارنة مع عمليات القطع التقليدية، مثل القطع باللهب، فإن الفولاذ المقاوم للصدأ المقطوع بالليزر يتميز بشق أضيق من 50%، ومع التداخل المتداخل يمكنك توفير ما يصل إلى 30% من المواد.
ميزة التكلفة على المدى الطويل
إن الاستثمار الأولي لمعدات القطع بالليزر Ss مرتفع، ولكن الاستخدام الشامل لاستهلاك الطاقة والمواد الاستهلاكية، مقارنة بآلة القطع بالبلازما، وآلة الطحن باستخدام الحاسب الآلي، وقطع ثاني أكسيد الكربون، وما إلى ذلك، فإن تكلفة معالجة قطعة واحدة هي فقط 1/3-1/2 من تكلفة القطع الأخرى.
المشاكل الشائعة لقطع الفولاذ المقاوم للصدأ بالليزر
هل تواجه بعض الصعوبات عند قطع الفولاذ المقاوم للصدأ بالليزر؟ يجمع هذا القسم الظواهر الشائعة في قطع الفولاذ المقاوم للصدأ، ويقترح حلولاً بعد تحليلها.
عيوب النتوءات
في عملية ثقب الفولاذ المقاوم للصدأ، يصطدم شعاع الليزر بسطح الفولاذ المقاوم للصدأ ويبدأ في الذوبان. يتم قذف الذوبان على سطح المادة. يتناثر حول الثقوب الصغيرة ويشكل نتوءات شعيرية. تتسبب هذه النتوءات الشعيرات في حدوث خدوش على سطح القطع وتؤثر أيضًا على عمل التنميط لمستشعر السعة الكهروستاتيكية.

[السبب] عندما يتم استخدام الأكسجين كغاز مساعد، يتأكسد المعدن المنصهر أثناء عملية الثقب ولا يشكل شعيرات ولا يلتصق جيدًا بسطح مادة الفولاذ المقاوم للصدأ.
ولكن عندما يتم استخدام النيتروجين كغاز مساعد، لن يتم الحفاظ على المعدن المنصهر آه، ولزوجة الذوبان منخفضة، وسوف تمتد لتصبح شعيرات، إلى جانب ذوبان لغة سطح المادة بين ضيق القوة، ثم تتراكم في الثقوب الصغيرة حولها.
كيفية حل مشكلة نتوءات شعيرات الفولاذ المقاوم للصدأ؟
[الحل] لحل مشكلة النتوءات الشعيرية لقطع الفولاذ المقاوم للصدأ بالليزر، من الضروري منع تناثر المعدن المنصهر والالتصاق.
(1) تقليل إنتاج المواد المنصهرة
① يمكننا ضبط ظروف التثقيب، وزيادة التردد لتقليل طاقة الخرج لنبضة واحدة ستكون فعالة في تقليل كمية المصهور. ومع ذلك، تجدر الإشارة إلى أنه عند استخدام حالة المعالجة هذه، ستزداد مدخلات الحرارة وبالتالي لا يمكن استخدامها لقطع الألواح السميكة.
② استخدام غاز مساعد أو غاز نفخ مقيس لنفخ المعدن المنصهر المقذوف من فتحة التثقيب. يوضح الشكل نتائج المعالجة باستخدام غازات مساعدة عند ضغط 0.05 ميجا باسكال و0.7 ميجا باسكال. كما يمكن أن نرى، تكون كمية الخبث المنصهر الملتصق بالسطح أقل عند استخدام غاز عالي الضغط.

(2) منع الالتصاق
إن وضع طبقة حاجزة على سطح الفولاذ المقاوم للصدأ للمادة يمنع المعدن المنصهر من الالتصاق. ويرجع ذلك إلى أنه أثناء التثقيب، يتراكم المعدن المنصهر الناتج على الطبقة الحاجزة بدلاً من الالتصاق مباشرةً بسطح الفولاذ المقاوم للصدأ.
لاختيار طبقة العزل، يمكن استخدام عامل مانع للخبث أو مادة خافضة للتوتر السطحي تسهل المعالجة اللاحقة.
(3) إزالة الأزيز
ما الذي يمكن فعله لإزالة النتوءات التي تم إنشاؤها؟ يمكننا قطع ثقوب دائرية صغيرة جدًا في محيط الثقوب المثقوبة وإزالة المعدن المنصهر مع الثقوب عند قطعها. أو تحريك موضع النقطة البؤرية لأعلى بعد ثقب الثقب لإذابة التراكم للمرة الثانية واستخدام الغاز لتفجيره بعيدًا.
معالجة صفيحة الفولاذ المقاوم للصدأ مقاس 1 مم تنتج تشوهًا
عند تقطيع الفولاذ المقاوم للصدأ بالليزر على شكل شريط رفيع، يوجد تباين في عرض المحور القصير عند الأطراف وفي الوسط.
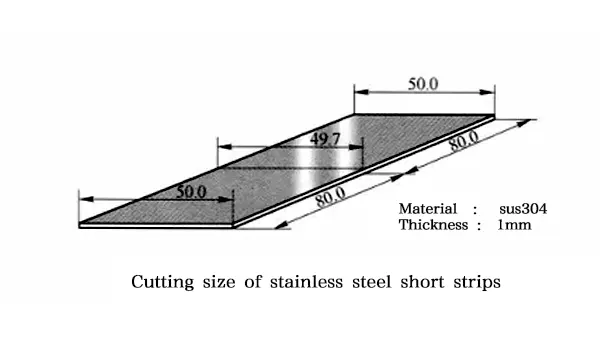
[السبب] والسبب الرئيسي للاختلاف في عرض المحور القصير هو أن حرارة المعدن المنصهر في جزء الشق ترفع درجة حرارة الجسم المعالج، وسيتم إجراء القطع في حالة ارتفاع درجة حرارة المادة. عندما تنخفض درجة الحرارة بعد القطع، يؤدي انكماش الشكل الميكانيكي إلى الخطأ الموصوف أعلاه. بالإضافة إلى ذلك، يتم إزاحة شكل قطعة الشغل داخل عرض الشق بحوالي 0.5 مم، وهو أيضًا سبب الخطأ في حجم القطع.
[الحل] إذا تم إزاحة الشكل المعالج داخل الشق، يمكن حل المشكلة عن طريق تثبيت وصلة دقيقة بين الشكل المعالج والمادة خارج الشكل المعالج. وتتمثل طريقة إعداد الوصلة الدقيقة في التوقف مؤقتًا في منتصف القطع ثم تحريك مسار الماكينة قليلاً قبل مواصلة القطع. يعد إعداد الوصلة الدقيقة إلزاميًا للحفاظ على المسافة بين الشكل المعالج والمادة خارج الشكل المعالج، مما يمنع التشوه.
في معالجة المواد الفولاذية الكربونية المدرفلة على الساخن، تحدث أحيانًا ظاهرة كميات مختلفة من التشوه في مواضع المعالجة المختلفة. قد يكون هذا بسبب الفولاذ في التبريد بعد الدرفلة، ولا يتم تبريد أطراف المواد بشكل كافٍ، ويكون الإجهاد المتبقي مرتفعًا نسبيًا، ويتم تحرير الضغط في القطع بالليزر، مما يؤدي إلى التشوه.
القطع المباشر للفولاذ المقاوم للصدأ المغلف بغشاء من الفولاذ المقاوم للصدأ
العديد من أنواع الفولاذ المقاوم للصدأ المعروضة للبيع في السوق، يتم وضع طبقة واقية على السطح لمنع الخدوش. وبصفة عامة، تتم إزالة الطبقة الواقية قبل القطع، ثم يتم وضع الطبقة مرة أخرى بعد القطع.
ومع ذلك، يتطلب المزيد من العملاء القطع بالليزر ss مع تطبيق الفيلم. تأثير الفيلم المطبق على الفولاذ المقاوم للصدأ في القطع غير مستقر، وأحيانًا يكون التأثير جيدًا جدًا، وأحيانًا يحدث تقشير الفيلم الواقي.

[السبب] فلماذا يسبب تقشير الفيلم الواقي؟ هذا لأنه في القطع، لم يدخل الغاز المساعد الشق سوف ينتشر الغاز المساعد إلى سطح الفولاذ المقاوم للصدأ، وغزو الفيلم الواقي وسطح المادة داخل الفجوة، بحيث يتم تقشير الفيلم الواقي.
[الحل] عند قطع الفيلم الواقي، يجب أن تكون شدة نمط شعاع الليزر عند حافة القطع موزعة بشكل حاد، ويجب الحرص على عدم السماح لليزر بأن يصبح مضطربًا. يجب ضبط حالة السرعة على حالة السرعة العالية لتقليل التأثير الحراري لليزر على الطبقة الواقية.
تكلفة قطع الفولاذ المقاوم للصدأ بالليزر
تعد تكلفة القطع بالليزر للفولاذ المقاوم للصدأ عاملاً مهمًا يؤثر على اختيار آلة القطع بالليزر. دعونا نحلل تكلفة الاستثمار في قطع الفولاذ المقاوم للصدأ بالليزر واحدًا تلو الآخر.
تكلفة الاستثمار الأولي
سعر آلة القطع بالليزر من الفولاذ المقاوم للصدأ هو التكلفة الاستثمارية الأولية للقطع بالليزر ss، وهي أيضًا تكلفة ثابتة، ويعتمد سعرها المحدد على مورد المعدات والطاقة وعرض المعالجة والميزات الإضافية (مثل طاولة التبادل ونظام التحميل والتفريغ ونظام إزالة الغبار) وما إلى ذلك. وبصفة عامة، كلما زادت الطاقة، زادت قدرة القطع، ولكن كلما زادت تكلفة الاستثمار الأولي.
تكاليف التشغيل
تكاليف التشغيل هي أيضًا تكاليف متغيرة، أي تكلفة استخدام المعدات، بما في ذلك استهلاك الطاقة واستهلاك الغاز وتكاليف الصيانة وتكاليف العمالة.
استهلاك الطاقة
آلة القطع بليزر الألياف الفولاذ المقاوم للصدأ كفاءة التحويل الكهروضوئي لآلة القطع بالليزر من الفولاذ المقاوم للصدأ حوالي 30% -40%، أي استهلاك الطاقة الفعلي لليزر 1 كيلو واط حوالي 2.5-3.3 كيلو واط. تعتمد التكلفة المحددة للكهرباء على موقع تعريفة الطاقة.

استهلاك الغاز
الغاز المستهلك في عملية القطع لمنع الأكسدة وتفجير المواد المنصهرة هو أيضًا أحد تكاليف التشغيل. على سبيل المثال، النيتروجين والأكسجين والأرجون، إلخ. ويعتمد الاختيار المحدد للغاز المساعد على نوع الغاز المساعد الذي يعتمد على
نوع المادة المعدنية المراد قطعها. سيستخدم العديد من الأشخاص الهواء المضغوط من أجل توفير التكلفة عند القطع، ولكن جودة القطع رديئة، ومن السهل تعليق الخبث.
تكلفة الصيانة
تتمثل تكلفة صيانة آلة القطع بليزر الألياف الفولاذ المقاوم للصدأ بشكل أساسي في استبدال البصريات والفوهات وتكلفة صيانة الليزر. بالمقارنة مع آلة القطع بالليزر CO2، فإن تكلفة صيانة آلة القطع بليزر الألياف أقل بكثير، ويرجع ذلك أساسًا إلى انخفاض تكلفة المواد الاستهلاكية وعمر الخدمة الأطول لليزر.
الأسئلة الشائعة
يعتمد سُمك الفولاذ المقاوم للصدأ الذي يمكن قطعه بالليزر على قوة المعدات. يمكن لأجهزة الليزر بقدرة 1500 واط - 3000 واط قطع الفولاذ المقاوم للصدأ حتى سُمك 8 مم. يمكن لأجهزة الليزر بقدرة 6 كيلو وات - 12 كيلو وات قطع ألواح الفولاذ المقاوم للصدأ حتى سُمك 1-25 مم. يمكن لأجهزة الليزر بقدرة 15 كيلو وات أو أكثر قطع صفائح الفولاذ المقاوم للصدأ حتى سمك 30-40 مم. ليزر فائق القدرة لقطع صفائح الفولاذ المقاوم للصدأ بسُمك يصل إلى 30-40 مم.
بالطبع يمكنك ذلك! بالطبع! يمكن قطع الفولاذ المقاوم للصدأ 304 بالليزر بفعالية. ويرجع ذلك إلى حقيقة أن الفولاذ المقاوم للصدأ 304 يتمتع بتوصيل حراري جيد ولكن انعكاسية أقل من الألومنيوممما يجعله متوافقًا مع ليزر الألياف. على عكس الفولاذ المقاوم للصدأ الحديدي أو المارتنسيتي، يقلل هيكله الأوستنيتي من خطر التشقق أثناء عملية القطع.
قطع الفولاذ المقاوم للصدأ بالليزر حيث يكون لاختيار الغاز المساعد تأثير مباشر على جودة القطع والسرعة والتكلفة.
إذا كنت تسعى إلى القطع الدقيق بدون قطع مؤكسد، فقم بإعطاء الأفضلية للنيتروجين، وذلك لأن النيتروجين غاز خامل لن يتفاعل مع المواد الموجودة في الفولاذ المقاوم للصدأ، ويكون القطع باللون الأصلي الأبيض الفضي، ويكون سطح القطع أملس بدون خبث معلق، وبدون معالجة ثانوية.
إذا كنت تحتاج إلى سرعة قطع عالية ويمكنك قبول طبقة الأكسيد الأسود الناتجة عن أكسدة سطح القطع، فإن الأكسجين هو غاز مساعد جيد.
إذا كنت ترغب في تحقيق أقصى قدر من التوفير في التكاليف ولا تحتاج إلى نتائج وسرعة قطع عالية، يمكنك التفكير في الهواء المضغوط.
الخاتمة
لقد ناقشنا أسباب صعوبة قطع الفولاذ المقاوم للصدأ بالليزر وحللنا بالتفصيل المشاكل والحلول الشائعة لقطع الفولاذ المقاوم للصدأ وتكلفة قطع الفولاذ المقاوم للصدأ بالليزر.
ما هي شكوكك الأخرى حول قطع الفولاذ المقاوم للصدأ بالليزر؟ يمكنك إخبارنا بشكوكك وأفكارك.
إذا كنت تفكر في اختيار آلة القطع بالليزر المصنوعة من الفولاذ المقاوم للصدأ بجودة جيدة وخدمة ما بعد البيع السريعة وسعر مناسب من حيث التكلفة، يمكنك التعرف على ما يلي XT LASERوهي واحدة من أشهر الشركات المصنعة لمعدات ألياف الليزر في الصين. سوف توفر حلول قطع الفولاذ المقاوم للصدأ من الدرجة الأولى وفقًا لاحتياجاتك.