Lazer kesim makinesi ile paslanmaz çelik keserken "çapak" nasıl önlenir?
Paslanmaz çelik malzeme güzel bir yüzeye, iyi sertliğe ve mukavemete, korozyon direncine, temizlenmesi kolay ve diğer avantajlara sahiptir, piyasada çok geniş bir uygulama yelpazesinde paslanmaz çelik ürünler ve paslanmaz çelik lazer kesim işlemi de buna göre yaygın olarak kullanılmaktadır, lazer kesim işlemi hızlı bir kesme hızına, iyi esnekliğe, işleme kapasitesine sahiptir, çok çeşitli avantajları keser, ancak kesme işleminde bazı işlem sorunları vardır, Kesme etkisini iyileştirmek için ilgili bir çözüme ihtiyaç vardır. Daha sonra, XT LASER sizi ayrıntılı olarak anlamaya götürecek!
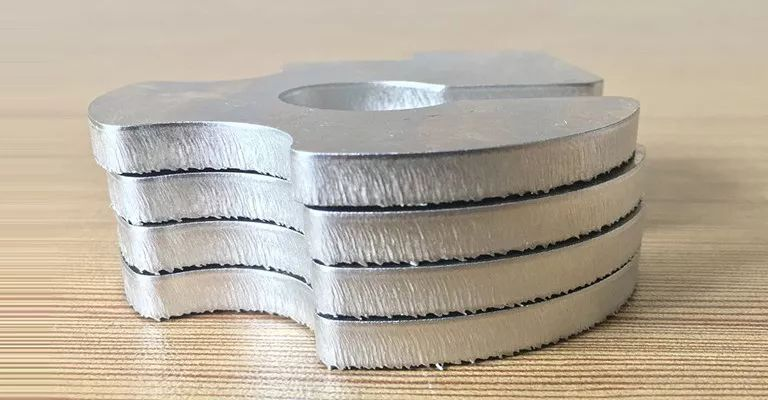
Paslanmaz çelik lazer kesim çapak sorunu
Paslanmaz çelik için CNC lazer kesim makinesi Çapaklı veya çapaksız lazer kesim kalitesini etkileyen önemli bir değerlendirme kriteridir, çünkü çapaklar sadece ürünün kesme kenarının estetiğini etkilemekle kalmaz, aynı zamanda daha sonraki kullanımı da etkiler, çapakların giderilmesi için ek iş yükü gerekir.
Çapaklar için çözüm
- Lazer enerjisi çıkışının gereksinimleri karşılayıp karşılamadığını kontrol etmeniz gerekir, paslanmaz çelik iş parçası yüzeyinde, noktanın ve nozulun merkez deliğinin koaksiyel olmasını sağlamak için noktanın yeterince yuvarlak olmadığını, noktanın ve nozulun merkez deliğinin koaksiyelliği ne kadar iyi olursa, kesim kalitesi o kadar iyi olur. Yuvarlak nokta, yani nokta enerji dağılımı tekdüze olduktan sonra oluşan mercekten odaklandıktan sonra, kaliteli kesim kalitesi elde etmek için lazer enerjisinin yanal dağılımı normaldir;
- Lazer iletiminin lens ve lens donanımında ince parçacıklar, toz veya sıçrama kalıntısı ve diğer kalıntıların olup olmadığını kontrol etmelisiniz, bu da kesim kalitesinin sunumunu etkileyecektir, aynı zamanda lazer lensinde çıplak gözle bulunması kolay olmayan ancak lazer enerjisinin iletimini de etkileyecek küçük çatlaklar olup olmadığını kontrol etmelisiniz.
Profesyonel olarak XT LAZER paslanmaz çeli̇k lazer kesi̇m maki̇nasi üreti̇ci̇si̇ Metal işleme endüstrisi dostlarına hatırlatmak için, sertlik çok büyük olduktan sonra üretilen paslanmaz çelik lazer kesim çapakları, sadece sıranın kaldırılmasından sonra çok zaman alıcı ve emek yoğun olmakla kalmaz, aynı zamanda iş parçasının estetiğini de etkiler. Temel nedeni çözmek çok gereklidir, ancak önce yukarıdaki iki noktanın normal şekilde kontrol edildiğinden emin olun, paslanmaz çelik lazer kesim makinesinin kendisinin normal olup olmadığını belirlemek için ve ancak bundan sonra işlem parametresi ayarlarını daha fazla ayarlamak için.
Yüksek kaliteli kalın levha paslanmaz çelik nasıl kesilir?
Ekonominin artan gelişimi ile birlikte, insanların yaşam kalitesi arayışı gittikçe artmaktadır ve herkesin yaşamı paslanmaz çelik kullanımı ile yakından ilgilidir ve bu da önemli ölçüde artmıştır. Artık lazer kesim makinesi paslanmaz çelik kalın levha işlemi giderek daha olgunlaşıyor, yavaş yavaş geleneksel kesme işleminin yerini alacak. Yüksek kaliteli kalın levha paslanmaz çeliği kesmek için, kesme işleminin unsurlarını tam olarak anlamanız gerekir.
Paslanmaz çelik proses elemanları için CNC lazer kesim makinesi nelerdir?
- Nozul seçimi
Nozul çapının boyutu, kesime gaz akışının şeklini, gaz difüzyon alanını, gaz akış hızını belirler, böylece erimiş malzemenin çıkarılmasını etkiler, durumun stabilitesini keser. Gaz akışının ağzına büyük, hızlı, gaz akışındaki iş parçası doğru konumda, eriyik jeti çıkarma yeteneği daha güçlüdür. Sabit akış hızı, farklı nozul boyutları, gaz basıncının izlenmesi paslanmaz çelik ne kadar kalınsa, nozulların seçimi o kadar büyük olmalıdır, oransal valf, basıncın normal bölüm etkisini kesmesini sağlamak için akış hızını artıracak şekilde ayarlanır.

- Gaz seçimi
Paslanmaz çelik lazer kesim işlemi genellikle oksijen, nitrojen, hava vb. gibi çeşitli yardımcı gazlar kullanır, farklı gaz türlerinin kullanımı, kesim bölümünün etkisi farklıdır. Oksijen siyah bölümdür, hava sarımsıdır, nitrojen paslanmaz çeliğin orijinal rengini koruyabilir oksitlenmez. Tercih edilen yardımcı gaz olarak nitrojen ile paslanmaz çelik kesimi.
- [Avantajları: yüksek kesme hızı, kalın sac malzemeyi kesebilir saflık önerisi: ≥99.999%
- [Avantajları: Kesme kenarının oksitlenmesini önler, bu nedenle iş parçasının yeniden işlenmesi gerekmez Saflık: ≥ 99,995% önerilir
- Odak pozisyonu
Lazer kesim makinesi paslanmaz çelik yüksek enerji yoğunluğuna sahip bir ışındır, bu nedenle dar bir yarık üretmek için odak noktası çapının küçük olması gerekir. Çünkü odaklama merceğinin odak derinliği ne kadar küçükse, odak noktası çapı da o kadar küçük olur. Yüksek kaliteli kesim için, etkili odak derinliği de lens çapı ve kesilen malzeme ile ilgilidir. Bu nedenle odak noktasının kesilen malzemenin yüzeyine göre konumunu kontrol etmek önemlidir.
Lazer güç yoğunluğu kesme hızı üzerinde büyük bir etkiye sahip olduğundan, lensin odak uzunluğunun seçimi önemli bir konudur. Lazer ışını odak noktası boyutu ve lens odak uzaklığı, kısa odak uzaklığı lens odak noktası boyutu çok küçük, güç yoğunluğunun odak noktası çok yüksek, malzeme kesimi çok uygun olan ışınla doğru orantılıdır; ancak çok kısa bir odak derinliği dezavantajına sahiptir, ayar marjı küçüktür, genellikle ince malzemelerin yüksek hızda kesilmesi için daha uygundur. Uzun odak uzaklığına sahip lens daha geniş bir odak derinliğine sahip olduğundan, yeterli güç yoğunluğuna sahip olduğu sürece, kalın iş parçalarını kesmek için daha uygundur.
Hangi odak uzaklığındaki merceğin kullanılacağını belirledikten sonra, odak noktasının ve iş parçasının yüzeyinin göreceli konumu, kesim kalitesini sağlamak için özellikle önemlidir. Odak noktasında en yüksek güç yoğunluğu olduğundan, çoğu durumda kesim sırasında odak noktası konumu iş parçasının yüzeyinde veya yüzeyin biraz altındadır. Tüm kesme işleminde, odak noktasının ve iş parçasının göreceli konumunun sabit bir göreceli konum olmasını sağlamak, istikrarlı kesme kalitesi elde etmek için önemli bir koşuldur. Bazen mercek iyi soğutulmaz ve çalışma sırasında ısıtılır, bu nedenle odak uzunluğunda değişikliklere neden olur ve bu da odak konumunun zamanında ayarlanmasını gerektirir.
Odak noktası en iyi konumda olduğunda, kesim dikişi en küçük, en yüksek verimlilikte olur, en iyi kesme hızını seçerek ideal kesme sonuçları elde edilebilir. Bu aynı zamanda paslanmaz çelik levha kesiminin kalitesini artırmanın bir yoludur.

4. Lazer frekans ayarının yanı sıra görev döngüsünün kesim kalitesi üzerindeki etkisi
- Paslanmaz çelik levha kesiminin etkisi üzerindeki frekans değişiklikleri:
500-200Hz aralığındaki frekans azalır, kesme bölümü etkisi hassaslaşır, delaminasyon yavaşça iyileşir. Frekans 100Hz'e ayarlandığında, kesme ve anti-mavi ışık imkansızdır. Frekansı değiştirerek optimum frekans aralığını bulun. En iyi kesme bölümünü sağlamak için, darbe sayısının tek darbe enerjisi ile mükemmel bir şekilde eşleşmesini sağlamak gerekir.
- İş döngüsü değişiminin kalın paslanmaz çelik plakanın kesilmesi üzerindeki etkisi:
Görev döngüsü 53% kritik değerdir, görev döngüsünü azaltmaya devam edin, kesilmemiş izlerin görünümünün alt yüzeyi, görev döngüsü 60%'ye yükselir, bölüm pürüzlü hale gelir, delaminasyon belirgindir, kesme yüzeyi sararır.
Hassas çalışma, genel olarak, nozulun yüksekliği, makine hareket parametreleri, hareket ivmesi, çalışma hızı, malzeme ve kesme sonuçları üzerindeki diğer etkilerin de tek tek test edilmesi ve analiz edilmesi gerekir, lazer işlemi hata ayıklama teknisyenlerinin aktif olarak çalışması gerekir. katkı sağlamak için lazer kesim işleminin geliştirilmesi. Lazer kesim kapasitesi 130 milimetreye veya daha da yükseğe ulaştığında, uygulama alanı daha da genişleyecektir.
Satılık paslanmaz çelik lazer kesim makinesi
- Yüksek sıcaklıkta tavlama, yüksek sertlik, güçlü taşıma kapasitesi, korozyon direncinden sonra plaka kaynak yatağını benimser.
- Paslanmaz çelik lazer kesim makinesinin istikrarlı çalışması için güvenilir garanti sağlamak için yüksek güçlü özel akıllı kesme kafası, tanınmış marka motor, redüktör, kılavuz ray, raf benimser.
- İşleme alanı, hava yolu hareketini etkili bir şekilde kısaltan ve duman ve tozu çıkarma verimliliğini büyük ölçüde artıran bölmeli toz toplama modu ile kurulmuştur.
- Ekipmanın işleme genişliği çok geniştir ve masa alanı işleme ihtiyaçlarına göre özelleştirilebilir.

Paslanmaz çeliğin lazerle kesiminde karşılaşılan sorunlar ve çözümleri
1. Kesme cürufu
- Sadece köşede asılı cüruf varsa, önce köşe pah kırmayı düşünebilirsiniz, parametreler odak azaltılabilir, atmosferik basınç eklenebilir vb. Tüm asılı sert cüruf varsa, odağı azaltmanız, atmosferik basınç eklemeniz, kesme nozulunu artırmanız gerekir, ancak odak çok düşük veya çok fazla hava basıncı kesit delaminasyonuna ve pürüzlülüğe yol açacaktır.
- Tüm asılı granül yumuşak cüruf varsa, kesme hızını uygun şekilde artırabilir veya kesme gücünü azaltabilirsiniz. Paslanmaz çeliğin kesilmesi neredeyse yan asılı cürufun sonudur, gaz beslemesinin gaz akışının yetersiz gaz beslemesine ayak uydurup uyduramadığını kontrol edin.
2. İnce plaka kesitinin yeterince parlak olmaması, kalın plaka kesitinin pürüzlü olması
- Parlak bölümü kesmek isteyen her şeyden önce passız, boyasız, oksit filmi olmayan iyi bir yüzey plakalamak zorundadır, ardından oksijen saflığı en az 99.5% veya daha fazla yüksek olmalıdır, kesimin küçük bir nozul çift 1.0 veya 1.2 kullanması gerekir, kesme hızının 2m / dak'dan daha hızlı olması gerekir, kesme havası basıncı çok büyük olmamalıdır.
- Kalın plaka kesme kesiti kalitesi istiyorsanız, öncelikle plakanın ve gazın saflığından emin olun, ardından nozul seçimi yapın,
- diyafram açıklığı ne kadar büyük olursa kesit kalitesi o kadar iyi olacaktır, ancak aynı zamanda kesit konikliği de daha büyük olacaktır.



