Cum să evitați "bavura" atunci când tăiați oțel inoxidabil cu o mașină de tăiat cu laser?
Materialul din oțel inoxidabil are o suprafață frumoasă, rigiditate și rezistență bună, rezistență la coroziune, ușor de curățat și alte avantaje, produse din oțel inoxidabil pe piață într-o gamă foarte largă de aplicații, iar procesul de tăiere cu laser din oțel inoxidabil este, de asemenea, utilizat pe scară largă în consecință, procesul de tăiere cu laser are o viteză de tăiere rapidă, flexibilitate bună, capacitate de procesare, tăiere o gamă largă de avantaje, dar există unele probleme de proces în procesul de tăiere, necesitatea unei soluții corespunzătoare pentru a îmbunătăți efectul de tăiere. În continuare, XT LASER vă va duce să înțelegeți în detaliu!
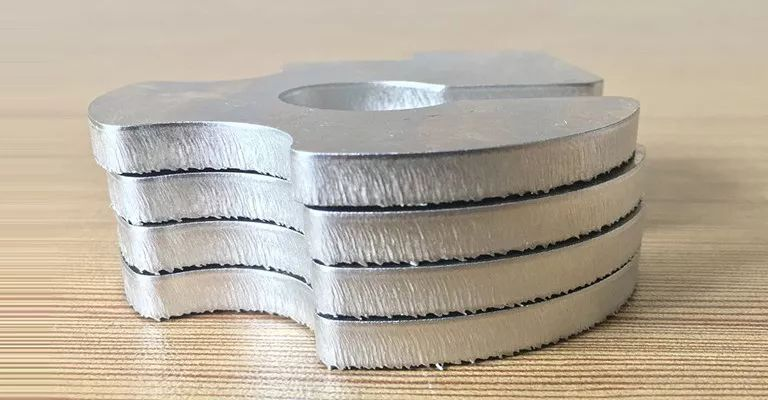
Oțel inoxidabil de tăiere cu laser problemă burr
Mașină de tăiat cu laser CNC pentru oțel inoxidabil cu sau fără bavuri este un criteriu de evaluare important care afectează calitatea tăierii cu laser, deoarece bavurile nu numai că afectează estetica muchiei de tăiere a produsului, dar afectează și utilizarea ulterioară, bavurile necesită un volum de muncă suplimentar pentru îndepărtare.
Soluție pentru bavuri
- Trebuie să verificați dacă ieșirea energiei laser îndeplinește cerințele, în suprafața piesei de prelucrat din oțel inoxidabil, spotul nu este suficient de rotund pentru a vă asigura că spotul și orificiul central al duzei prezintă coaxialitatea, spotul și orificiul central al duzei cu cât coaxialitatea este mai bună, cu atât calitatea de tăiere este mai bună. Spotul rotund înseamnă că, după focalizare prin lentila formată după distribuția energiei spotului este uniformă, distribuția laterală a energiei laser este normală, pentru a obține o calitate de tăiere calificată;
- Ar trebui să verificați dacă există particule fine, praf sau reziduuri de stropire și alte resturi pe lentilă și pe lentila hardware a transmisiei laser, care vor afecta, de asemenea, prezentarea calității tăierii, dar verificați, de asemenea, dacă există mici fisuri în lentila laser, care nu sunt ușor de găsit cu ochiul liber, dar vor afecta, de asemenea, transmiterea energiei laser.
XT LASER ca un profesionist Producător de mașini de tăiat cu laser din oțel inoxidabil pentru a reaminti prietenilor din industria prelucrării metalelor, bavurile de tăiere cu laser din oțel inoxidabil produse după ce duritatea este foarte mare, nu numai după îndepărtarea secvenței este foarte consumatoare de timp și de muncă, dar afectează și estetica piesei de prelucrat. Este foarte necesar să se rezolve cauza principală, numai mai întâi asigurați-vă că cele două puncte de mai sus sunt verificate în mod normal, pentru a determina dacă mașina de tăiere cu laser din oțel inoxidabil în sine este normală și numai după aceea pentru a regla în continuare setările parametrilor procesului.
Cum să tăiați oțel inoxidabil de înaltă calitate cu plăci groase?
Odată cu dezvoltarea crescândă a economiei, urmărirea de către oameni a calității vieții este din ce în ce mai mare, iar viața fiecăruia este strâns legată de utilizarea oțelului inoxidabil a crescut, de asemenea, dramatic. Acum, procesul de tăiere cu laser a plăcii groase de oțel inoxidabil este din ce în ce mai matur, va înlocui treptat procesul tradițional de tăiere. Pentru a tăia o placă groasă de oțel inoxidabil de înaltă calitate, trebuie să înțelegeți pe deplin elementele procesului de tăiere.
CNC mașină de tăiat cu laser pentru elemente de proces din oțel inoxidabil sunt?
- Selectarea duzei
Dimensiunea diametrului duzei determină forma fluxului de gaz în tăietură, zona de difuzie a gazului, debitul de gaz, afectând astfel îndepărtarea materialului topit, tăierea stabilității situației. În gura fluxului de gaz este mare, rapid, piesa de prelucrat în fluxul de gaz în poziția corectă, capacitatea de a elimina jetul de topit mai puternic. Debit fix, dimensiuni diferite ale duzelor, monitorizarea presiunii gazului cu cât oțelul inoxidabil este mai gros, selectarea duzelor ar trebui să fie cu atât mai mare cu cât supapa proporțională este setată pentru a crește debitul, pentru a se asigura că presiunea, taie efectul secțiunii normale.

- Selectarea gazului
Procesul de tăiere cu laser din oțel inoxidabil utilizează adesea o varietate de gaze auxiliare, cum ar fi oxigen, azot, aer etc., utilizarea diferitelor tipuri de gaze, efectul secțiunii de tăiere este diferit. Oxigenul este secțiunea neagră, aerul este gălbui, azotul poate păstra culoarea originală a oțelului inoxidabil nu este oxidat. Tăierea oțelului inoxidabil cu azot ca gaz auxiliar preferat.
- [Oxigen] Avantaje: viteză mare de tăiere, poate tăia foi groase recomandare puritate material: ≥99.999%
- [Azot] Avantaje: evită oxidarea muchiei de tăiere, prin urmare piesa de prelucrat nu trebuie reprelucrată Puritate: ≥ 99,995% recomandat
- Poziția de focalizare
Mașină de tăiat cu laser din oțel inoxidabil este un fascicul cu densitate mare de energie, astfel încât diametrul locului de focalizare trebuie să fie mic, pentru a produce o fantă îngustă. Cu cât adâncimea focală a lentilei de focalizare este mai mică, cu atât diametrul locului focal este mai mic. Pentru o tăiere de înaltă calitate, adâncimea efectivă de focalizare este, de asemenea, legată de diametrul lentilei și de materialul care este tăiat. Prin urmare, este important să se controleze poziția focarului în raport cu suprafața materialului de tăiat.
Deoarece densitatea de putere a laserului are o mare influență asupra vitezei de tăiere, alegerea lungimii focale a lentilei este un aspect important. Dimensiunea spotului de focalizare a fasciculului laser și distanța focală a lentilei sunt direct proporționale cu fasciculul prin dimensiunea spotului de focalizare a lentilei cu distanță focală scurtă este foarte mică, punctul focal al densității de putere este foarte mare, tăierea materialului este foarte favorabilă; dar are dezavantajul unei adâncimi de focalizare foarte mici, marja de ajustare este mică, în general mai potrivită pentru tăierea la viteză mare a materialelor subțiri. Deoarece obiectivul cu distanță focală mare are o adâncime de focalizare mai mare, atât timp cât are o densitate de putere suficientă, este mai potrivit pentru tăierea pieselor groase.
După stabilirea lentilelor cu distanța focală care trebuie utilizate, poziția relativă a focarului și a suprafeței piesei de prelucrat este deosebit de importantă pentru a asigura calitatea tăierii. Având în vedere că cea mai mare densitate de putere se înregistrează la punctul focal, în majoritatea cazurilor, poziția punctului focal în timpul tăierii este chiar la suprafața piesei de prelucrat sau ușor sub suprafață. În întregul proces de tăiere, asigurarea faptului că focalizarea și poziția relativă a piesei de prelucrat sunt constante este o condiție importantă pentru obținerea unei calități stabile a tăierii. Uneori, lentila nu este răcită bine și încălzită în timpul lucrului, provocând astfel modificări ale distanței focale, ceea ce necesită ajustarea în timp util a poziției de focalizare.
Atunci când punctul focal este în cea mai bună poziție, cusătura tăiată este cea mai mică, cea mai mare eficiență, alegeți cea mai bună viteză de tăiere pentru a obține rezultate ideale de tăiere. Aceasta este, de asemenea, o modalitate de a îmbunătăți calitatea tăierii plăcilor din oțel inoxidabil.

4. Reglarea frecvenței laserului, precum și ciclul de funcționare asupra impactului calității tăierii
- Modificări de frecvență privind impactul tăierii plăcilor de oțel inoxidabil:
Frecvența din intervalul 500-200Hz scade, efectul secțiunii de tăiere devine delicat, delaminarea se îmbunătățește încet. Când frecvența este setată la 100Hz, este imposibil să tăiați și lumina anti-albastră. Aflați intervalul optim de frecvență prin schimbarea frecvenței. Pentru a asigura cea mai bună secțiune de tăiere, este necesar să se asigure că numărul de impulsuri se potrivește perfect cu energia unui singur impuls.
- Efectul schimbării ciclului de lucru asupra tăierii plăcii groase de oțel inoxidabil:
Ciclul de funcționare 53% este valoarea critică, continuă să reducă ciclul de funcționare, suprafața inferioară a apariției urmelor netăiate, ciclul de funcționare a crescut la 60%, secțiunea devine aspră, delaminarea este evidentă, îngălbenirea suprafeței de tăiere.
Munca de precizie, în general, înălțimea duzei, parametrii de mișcare ai mașinii, accelerația mișcării, viteza de rulare, materialul și alte efecte asupra rezultatelor tăierii trebuie, de asemenea, testate și analizate unul câte unul, necesitatea ca tehnicienii de depanare a procesului laser să lucreze activ pentru îmbunătățirea procesului de tăiere cu laser pentru a aduce contribuții. Atunci când capacitatea de tăiere cu laser va atinge 130 de milimetri sau chiar mai mult, domeniul de aplicare va fi extins în continuare.
Mașină de tăiere cu laser din oțel inoxidabil de vânzare
- Adoptă pat de sudură placă, după recoacere la temperaturi ridicate, duritate ridicată, capacitate de rulare puternică, rezistență la coroziune.
- Adoptă un cap de tăiere inteligent special de mare putere, motor de marcă bine-cunoscut, reductor, șină de ghidare, rack, pentru a oferi o garanție fiabilă pentru funcționarea stabilă a mașinii de tăiere cu laser din oțel inoxidabil.
- Zona de prelucrare este configurată cu un mod de colectare a prafului, care scurtează în mod eficient traseul aerului și îmbunătățește considerabil eficiența extragerii fumului și a prafului.
- Lățimea de prelucrare a echipamentului este foarte mare, iar zona mesei poate fi personalizată în funcție de nevoile de prelucrare.

Probleme și soluții întâlnite în tăierea cu laser a oțelului inoxidabil
1. Zgură de tăiere
- În cazul în care numai zgura de colț atârnă, puteți lua în considerare în primul rând șanfrenarea colțului, parametrii pot fi focalizare redusă, adăugați presiune atmosferică și așa mai departe. Dacă întreaga zgură dură atârnată, trebuie să reduceți focalizarea, să adăugați presiune atmosferică, să măriți duza de tăiere, dar focalizarea este prea mică sau presiunea prea mare a aerului va duce la delaminare și rugozitate a secțiunii transversale.
- Dacă întreaga zgură moale granulară atârnă, puteți crește în mod corespunzător viteza de tăiere sau reduce puterea de tăiere. Tăierea oțelului inoxidabil este aproape de sfârșitul zgurii laterale suspendate, verificați dacă debitul de gaz de alimentare cu gaz nu poate ține pasul cu alimentarea insuficientă cu gaz.
2. Tăierea secțiunii plăcii subțiri nu este suficient de strălucitoare, secțiunea plăcii groase este aspră
- Doriți să tăiați secțiunea de luminoase în primul rând trebuie să placați o suprafață bună fără rugină, fără vopsea, fără film de oxid, urmată de puritatea oxigenului ar trebui să fie mare, cel puțin 99.5% sau mai mult, tăierea trebuie să utilizeze o duză mică dublă 1.0 sau 1.2, viteza de tăiere trebuie să fie rapidă mai mult de 2m/min, presiunea aerului de tăiere nu trebuie să fie prea mare.
- Dacă doriți să tăiați calitatea secțiunii de tăiere a plăcii groase, mai întâi de toate trebuie să vă asigurați că placa și puritatea gazului, urmate de alegerea duzei,
- cu cât deschiderea este mai mare, calitatea secțiunii va fi mai bună, dar în același timp conicitatea secțiunii va fi mai mare.



