Jak uniknąć "zadziorów" podczas cięcia stali nierdzewnej za pomocą wycinarki laserowej?
Materiał ze stali nierdzewnej ma piękną powierzchnię, dobrą sztywność i wytrzymałość, odporność na korozję, łatwość czyszczenia i inne zalety, produkty ze stali nierdzewnej na rynku w bardzo szerokim zakresie zastosowań, a proces cięcia laserowego stali nierdzewnej jest również szeroko stosowany odpowiednio, proces cięcia laserowego ma dużą prędkość cięcia, dobrą elastyczność, zdolność przetwarzania, cięcie szerokiego zakresu zalet, ale istnieją pewne problemy procesowe w procesie cięcia, potrzeba odpowiedniego rozwiązania w celu poprawy efektu cięcia. Następnie XT LASER zabierze Cię do szczegółowego zrozumienia!
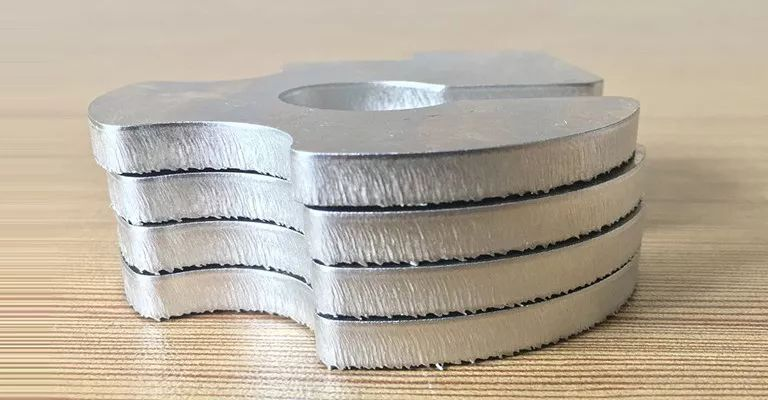
Problem z zadziorami podczas cięcia laserowego stali nierdzewnej
Wycinarka laserowa CNC do stali nierdzewnej z zadziorami lub bez jest ważnym kryterium oceny wpływającym na jakość cięcia laserowego, ponieważ zadziory nie tylko wpływają na estetykę krawędzi tnącej produktu, ale także wpływają na późniejsze użytkowanie, zadziory wymagają dodatkowego nakładu pracy do usunięcia.
Rozwiązanie dla zadziorów
- Należy sprawdzić, czy moc wyjściowa energii lasera spełnia wymagania, w przypadku powierzchni przedmiotu obrabianego ze stali nierdzewnej plamka nie jest wystarczająco okrągła, aby zapewnić, że plamka i środkowy otwór dyszy są współosiowe, plamka i środkowy otwór dyszy im lepsza współosiowość, tym lepsza jakość cięcia. Okrągła plamka, czyli po ogniskowaniu przez soczewkę utworzoną po równomiernym rozkładzie energii plamki, boczny rozkład energii lasera jest normalny, aby uzyskać kwalifikowaną jakość cięcia;
- Należy sprawdzić, czy na soczewce i osprzęcie soczewki lasera nie znajdują się drobne cząstki, kurz lub pozostałości po rozpryskach i inne zanieczyszczenia, które również wpływają na prezentację jakości cięcia, ale także sprawdzić, czy w soczewce lasera nie ma małych pęknięć, które nie są łatwe do znalezienia gołym okiem, ale będą również wpływać na transmisję energii lasera.
XT LASER jako profesjonalista Producent maszyn do cięcia laserowego stali nierdzewnej Aby przypomnieć przyjaciołom z branży obróbki metali, zadziory do cięcia laserowego stali nierdzewnej powstałe po twardości są bardzo duże, nie tylko po usunięciu sekwencji jest bardzo czasochłonne i pracochłonne, ale także wpływa na estetykę przedmiotu obrabianego. Bardzo konieczne jest rozwiązanie przyczyny źródłowej, tylko najpierw upewnij się, że powyższe dwa punkty są sprawdzane normalnie, aby ustalić, czy sama maszyna do cięcia laserem ze stali nierdzewnej jest normalna, a dopiero potem dostosuj ustawienia parametrów procesu.
Jak ciąć wysokiej jakości grubą blachę ze stali nierdzewnej?
Wraz z rosnącym rozwojem gospodarki, dążenie ludzi do jakości życia jest coraz wyższe, a życie każdego człowieka jest ściśle związane z wykorzystaniem stali nierdzewnej również dramatycznie wzrosło. Obecnie proces cięcia laserowego grubych płyt ze stali nierdzewnej jest coraz bardziej dojrzały i stopniowo zastępuje tradycyjny proces cięcia. Aby wyciąć wysokiej jakości grubą płytę ze stali nierdzewnej, należy w pełni zrozumieć elementy procesu cięcia.
Wycinarka laserowa CNC do elementów procesowych ze stali nierdzewnej to?
- Wybór dyszy
Rozmiar średnicy dyszy określa kształt przepływu gazu do cięcia, obszar dyfuzji gazu, natężenie przepływu gazu, wpływając w ten sposób na usuwanie stopionego materiału, cięcie stabilności sytuacji. Wlot strumienia gazu jest duży, szybki, przedmiot obrabiany w strumieniu gazu we właściwej pozycji, zdolność do usuwania strumienia stopionego materiału jest silniejsza. Stałe natężenie przepływu, różne rozmiary dysz, monitorowanie ciśnienia gazu, im grubsza stal nierdzewna, wybór dysz powinien być tym większy, im zawór proporcjonalny jest ustawiony na zwiększenie natężenia przepływu, aby zapewnić ciśnienie, wyciąć normalny efekt przekroju.

- Wybór gazu
Proces cięcia laserowego stali nierdzewnej często wykorzystuje różne gazy pomocnicze, takie jak tlen, azot, powietrze itp., zastosowanie różnych rodzajów gazów, efekt cięcia sekcji jest inny. Tlen to czarna sekcja, powietrze jest żółtawe, azot może zachować oryginalny kolor stali nierdzewnej nie jest utleniony. Cięcie stali nierdzewnej azotem jest preferowanym gazem pomocniczym.
- [Zalety: wysoka prędkość cięcia, możliwość cięcia grubych arkuszy Zalecana czystość: ≥99,999%
- [Azot] Zalety: unikanie utleniania krawędzi skrawającej, dzięki czemu obrabiany przedmiot nie musi być poddawany ponownej obróbce Czystość: ≥ 99,995% zalecane
- Pozycja ostrości
Maszyna do cięcia laserowego stali nierdzewnej jest wiązką o dużej gęstości energii, więc średnica ogniska musi być mała, aby uzyskać wąską szczelinę. Im mniejsza głębokość ogniskowania soczewki skupiającej, tym mniejsza średnica ogniska. Aby uzyskać wysoką jakość cięcia, efektywna głębia ostrości jest również związana ze średnicą soczewki i ciętym materiałem. Dlatego ważne jest, aby kontrolować położenie ogniska względem powierzchni ciętego materiału.
Ponieważ gęstość mocy lasera ma duży wpływ na prędkość cięcia, wybór ogniskowej soczewki jest ważną kwestią. Rozmiar punktu skupienia wiązki laserowej i ogniskowa soczewki są wprost proporcjonalne do wiązki, ponieważ rozmiar punktu skupienia soczewki o krótkiej ogniskowej jest bardzo mały, punkt skupienia gęstości mocy jest bardzo wysoki, cięcie materiału jest bardzo korzystne; ale ma wadę w postaci bardzo małej głębi ostrości, margines regulacji jest niewielki, ogólnie bardziej odpowiedni do szybkiego cięcia cienkich materiałów. Ponieważ obiektyw o długiej ogniskowej ma szerszą głębię ostrości, o ile ma wystarczającą gęstość mocy, jest bardziej odpowiedni do cięcia grubych elementów.
Po określeniu, jakiej ogniskowej obiektywu należy użyć, względne położenie punktu ogniskowania i powierzchni przedmiotu obrabianego jest szczególnie ważne dla zapewnienia jakości cięcia. Ze względu na najwyższą gęstość mocy w punkcie ogniskowym, w większości przypadków pozycja punktu ogniskowego podczas cięcia znajduje się tuż przy powierzchni przedmiotu obrabianego lub nieco poniżej powierzchni. W całym procesie cięcia, zapewnienie stałej pozycji ogniska i względnej pozycji przedmiotu obrabianego jest ważnym warunkiem uzyskania stabilnej jakości cięcia. Czasami soczewka nie jest dobrze chłodzona i nagrzewa się podczas pracy, powodując zmiany ogniskowej, co wymaga terminowej regulacji pozycji ogniskowania.
Gdy punkt centralny znajduje się w najlepszej pozycji, szew cięcia jest najmniejszy, najwyższa wydajność, wybierz najlepszą prędkość cięcia, aby uzyskać idealne wyniki cięcia. Jest to również sposób na poprawę jakości cięcia płyt ze stali nierdzewnej.

4. Regulacja częstotliwości lasera, a także cykl pracy na wpływ na jakość cięcia
- Zmiany częstotliwości wpływu cięcia blachy ze stali nierdzewnej:
Częstotliwość z zakresu 500-200 Hz zmniejsza się, efekt cięcia staje się delikatny, rozwarstwienie powoli się poprawia. Gdy częstotliwość jest ustawiona na 100 Hz, niemożliwe jest cięcie i anty-niebieskie światło. Należy znaleźć optymalny zakres częstotliwości poprzez jej zmianę. Aby zapewnić najlepszą sekcję cięcia, należy upewnić się, że liczba impulsów jest idealnie dopasowana do energii pojedynczego impulsu.
- Wpływ zmiany cyklu pracy na cięcie grubej blachy ze stali nierdzewnej:
Cykl pracy 53% jest wartością krytyczną, kontynuuj zmniejszanie cyklu pracy, dolna powierzchnia pojawienia się nieciętych śladów, cykl pracy zwiększony do 60%, sekcja staje się szorstka, rozwarstwienie jest oczywiste, powierzchnia cięcia żółknie.
Precyzyjna praca, ogólnie rzecz biorąc, wysokość dyszy, parametry ruchu maszyny, przyspieszenie ruchu, prędkość jazdy, materiał i inny wpływ na wyniki cięcia również muszą być testowane i analizowane jeden po drugim, potrzeba techników debugowania procesu laserowego, aby aktywnie pracować nad ulepszeniem procesu cięcia laserowego, aby wnieść swój wkład. Gdy wydajność cięcia laserowego osiągnie 130 milimetrów lub nawet więcej, zakres zastosowań zostanie jeszcze bardziej rozszerzony.
Maszyna do cięcia laserowego stali nierdzewnej na sprzedaż
- Przyjmuje płytowe łoże spawalnicze, po wyżarzaniu w wysokiej temperaturze, wysokiej twardości, dużej nośności, odporności na korozję.
- Przyjmuje specjalną inteligentną głowicę tnącą o dużej mocy, silnik znanej marki, reduktor, szynę prowadzącą, stojak, aby zapewnić niezawodną gwarancję stabilnej pracy maszyny do cięcia laserowego stali nierdzewnej.
- Obszar przetwarzania jest skonfigurowany w trybie odpylania partycji, co skutecznie skraca drogę powietrza i znacznie poprawia wydajność usuwania dymu i pyłu.
- Szerokość przetwarzania sprzętu jest bardzo szeroka, a obszar stołu można dostosować do potrzeb przetwarzania.

Problemy i rozwiązania napotykane podczas cięcia laserowego stali nierdzewnej
1. Cięcie żużla
- Jeśli tylko żużel wisi w rogu, można najpierw rozważyć fazowanie narożnika, parametry można zmniejszyć ostrość, dodać ciśnienie atmosferyczne i tak dalej. Jeśli cały wiszący twardy żużel, należy zmniejszyć ostrość, dodać ciśnienie atmosferyczne, zwiększyć dyszę tnącą, ale ostrość jest zbyt niska lub zbyt duże ciśnienie powietrza doprowadzi do rozwarstwienia przekroju i chropowatości.
- Jeśli cały wiszący granulowany miękki żużel, można odpowiednio zwiększyć prędkość cięcia lub zmniejszyć moc cięcia. Cięcie stali nierdzewnej jest prawie końcem bocznego wiszącego żużla, sprawdź, czy przepływ gazu zasilającego nie nadąża za niewystarczającym dopływem gazu.
2. Cięcie cienkich blach nie jest wystarczająco jasne, a grube blachy są szorstkie.
- Aby wyciąć sekcję jasną, należy przede wszystkim uzyskać dobrą powierzchnię bez rdzy, bez farby, bez warstwy tlenku, a następnie czystość tlenu powinna być wysoka, co najmniej 99,5% lub więcej, cięcie wymaga użycia małej dyszy podwójnej 1,0 lub 1,2, prędkość cięcia musi być większa niż 2 m / min, ciśnienie powietrza tnącego nie powinno być zbyt duże.
- Aby uzyskać wysoką jakość cięcia grubych blach, należy przede wszystkim upewnić się, że płyta i gaz są czyste, a następnie wybrać dyszę,
- Im większa przysłona, tym jakość sekcji będzie lepsza, ale jednocześnie zwężenie sekcji będzie większe.



