Hoe voorkom je de "braam" bij het snijden van roestvast staal met een lasersnijmachine?
Roestvrij stalen materiaal heeft een prachtig oppervlak, goede stijfheid en sterkte, corrosiebestendigheid, gemakkelijk te reinigen en andere voordelen, roestvrij stalen producten in de markt in een zeer breed scala van toepassingen, en roestvrij staal lasersnijproces wordt ook veel gebruikt dienovereenkomstig, lasersnijproces heeft een snelle snijsnelheid, goede flexibiliteit, verwerkingscapaciteit, het snijden van een breed scala van voordelen, maar er zijn een aantal procesproblemen in het snijproces, de noodzaak van een overeenkomstige oplossing voor het snijden effect te verbeteren. Volgende, XT LASER zal u in detail te begrijpen!
Probleem met lasersnijden van roestvast staal
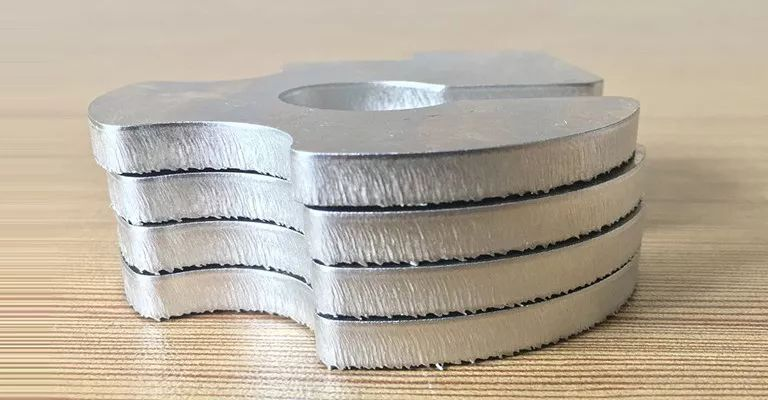
CNC lasersnijmachine voor roestvrij staal met of zonder bramen is een belangrijk beoordelingscriterium dat van invloed is op de kwaliteit van het lasersnijden, omdat bramen niet alleen de esthetiek van de snijkant van het product beïnvloeden, maar ook het gebruik van de latere, bramen vereisen extra werk om te verwijderen.
Oplossing voor bramen
- U moet controleren of de laser-energie-uitgang voldoet aan de eisen, in de roestvrij stalen werkstukoppervlak presenteert de plek is niet rond genoeg om ervoor te zorgen dat de plek en het middelste gat van het mondstuk om de coaxiale presenteren, de plek en het middelste gat van het mondstuk hoe beter de coaxialiteit, hoe beter de kwaliteit van het snijden. Ronde plek dat is, na het scherpstellen door de lens gevormd na de plek energieverdeling is uniform, de laterale verdeling van laserenergie normaal is, om gekwalificeerde snijkwaliteit te bereiken;
- U moet controleren of er fijne deeltjes, stof of spatresten en ander vuil op de lens en lenshardware van de lasertransmissie zitten, die ook de presentatie van de snijkwaliteit zullen beïnvloeden, maar controleer ook of er kleine scheurtjes in de laserlens zitten, die niet gemakkelijk met het blote oog te vinden zijn, maar ook de transmissie van laserenergie zullen beïnvloeden.
XT LASER als professional fabrikant van lasersnijmachines voor roestvrij staal aan de metaalverwerkende industrie vrienden eraan te herinneren, roestvrij staal laser snijden bramen geproduceerd na de hardheid is zeer groot, niet alleen na het verwijderen van de volgorde is zeer tijdrovend en arbeidsintensief, maar beïnvloedt ook de esthetiek van het werkstuk. Het is zeer noodzakelijk om de hoofdoorzaak op te lossen, alleen eerst ervoor te zorgen dat de bovenstaande twee punten normaal worden gecontroleerd, om te bepalen of de roestvrijstalen lasersnijmachine zelf normaal is, en pas daarna de procesparameterinstellingen verder aan te passen.
Hoe hoge kwaliteit dik roestvast staal snijden?
Met de toenemende ontwikkeling van de economie, mensen streven naar kwaliteit van leven is hoger en hoger, en ieders leven is nauw verwant aan het gebruik van roestvrij staal is ook sterk toegenomen. Nu lasersnijmachine roestvrij staal dikke plaat proces is meer en meer volwassen, zal geleidelijk vervangen de traditionele snijproces. Om hoge kwaliteit te snijden dikke plaat roestvrij staal, moet je volledig te begrijpen van de elementen van het snijproces.
CNC lasersnijmachine voor roestvrij staal proceselementen zijn?
- Keuze van spuitmond
De grootte van de spuitmonddiameter bepaalt de vorm van de gasstroom in de snede, gasdiffusiegebied, gasstroomsnelheid, waardoor de verwijdering van gesmolten materiaal, het snijden van de stabiliteit van de situatie. In de mond van de gasstroom is groot, snel, het werkstuk in de gasstroom in de juiste positie, het vermogen om de smeltstraal te verwijderen sterker. Vast debiet, verschillende nozzle maten, monitoring gasdruk hoe dikker het roestvrij staal, moet de selectie van sproeiers hoe groter de proportionele klep is ingesteld op het debiet te verhogen, om ervoor te zorgen dat de druk, uitgesneden de normale sectie effect.

- Gasselectie
Roestvrij staal lasersnijproces vaak gebruik van een verscheidenheid aan hulpgassen, zoals zuurstof, stikstof, lucht, enz., het gebruik van verschillende soorten gassen, het effect van snijden sectie is anders. Zuurstof is zwart gedeelte, lucht is geelachtig, stikstof kan de originele kleur van roestvrij staal te houden is niet geoxideerd. Roestvrij staal snijden met stikstof als de voorkeur hulpgas.
- [Zuurstof] Voordelen: hoge snijsnelheid, kan dik plaatmateriaal snijden zuiverheidsaanbeveling: ≥99.999%
- [Stikstof] Voordelen: vermijd de oxidatie van de snijkant, het werkstuk hoeft dus niet opnieuw te worden bewerkt Zuiverheid: ≥ 99,995% aanbevolen
- Focuspositie
Lasersnijmachine roestvrij staal is een bundel met een hoge energiedichtheid, dus de diameter van de focusspot moet klein zijn om een smalle spleet te produceren. Want hoe kleiner de brandpuntsdiepte van de focuslens, hoe kleiner de diameter van de focusspot. Voor snijden van hoge kwaliteit is de effectieve focusdiepte ook gerelateerd aan de lensdiameter en het te snijden materiaal. Het is daarom belangrijk om de positie van de brandpunt ten opzichte van het oppervlak van het te snijden materiaal te regelen.
Aangezien de vermogensdichtheid van de laser een grote invloed heeft op de snijsnelheid, is de keuze van de brandpuntsafstand van de lens een belangrijk punt. Laserstraal focus spot grootte en lens brandpuntsafstand is recht evenredig met de straal door de korte brandpuntsafstand lens focus spot grootte is erg klein, het brandpunt van de vermogensdichtheid is zeer hoog, het materiaal snijden is zeer gunstig, maar het heeft het nadeel van een zeer korte diepte van focus, de instelmarge is klein, over het algemeen meer geschikt voor hoge snelheid snijden van dunne materialen. Aangezien de lens met lange brandpuntsafstand een bredere focusdiepte heeft, zolang deze voldoende vermogensdichtheid heeft, is deze meer geschikt voor het snijden van dikke werkstukken.
Nadat is bepaald welke brandpuntsafstand lens moet worden gebruikt, is de relatieve positie van het brandpunt en het oppervlak van het werkstuk bijzonder belangrijk om de kwaliteit van de snede te garanderen. Aangezien de vermogensdichtheid bij het brandpunt het hoogst is, ligt de positie van het brandpunt tijdens het snijden in de meeste gevallen net op het oppervlak van het werkstuk of iets eronder. Tijdens het hele snijproces is het belangrijk om ervoor te zorgen dat de focus en de relatieve positie van het werkstuk een constante relatieve positie hebben om een stabiele snijkwaliteit te verkrijgen. Soms wordt de lens niet goed gekoeld en verwarmd tijdens het werk, waardoor de brandpuntsafstand verandert en de focuspositie tijdig moet worden aangepast.
Wanneer het brandpunt in de beste positie is, is de snijnaad het kleinst, de hoogste efficiëntie, kies de beste snijsnelheid kan ideale snijresultaten verkrijgen. Dit is ook een manier om de kwaliteit van het snijden van roestvrijstalen platen te verbeteren.

4. De aanpassing van de laserfrequentie en de inschakelduur hebben invloed op de snijkwaliteit
- Frequentieveranderingen op de impact van het snijden van roestvaststalen platen:
Als de frequentie van 500-200Hz afneemt, wordt het effect van het snijgedeelte delicaat en wordt de delaminatie langzaam beter. Als de frequentie is ingesteld op 100Hz, is het onmogelijk om te snijden en anti-blauw licht. Ontdek het optimale frequentiebereik door de frequentie te veranderen. Om de beste snijsectie te garanderen, is het noodzakelijk om ervoor te zorgen dat het aantal pulsen perfect is afgestemd op de enkele pulsenergie.
- Het effect van verandering van bedrijfscyclus op het snijden van dikke roestvrijstalen plaat:
Duty cycle 53% is de kritische waarde, blijven de duty cycle te verminderen, het onderste oppervlak van de verschijning van ongesneden sporen, de duty cycle verhoogd tot 60%, de sectie wordt ruw, delaminatie is duidelijk, het snijoppervlak vergeling.
Precisie werk, in het algemeen, de hoogte van de spuitmond, machine beweging parameters, beweging versnelling, lopende snelheid, materiaal en andere invloed op de snijresultaten moeten ook worden getest en geanalyseerd een voor een, de noodzaak voor laserproces debugging technici om actief te werken voor de verbetering van de lasersnijproces om bijdragen te leveren. Wanneer de lasersnijcapaciteit 130 mm of zelfs hoger wordt, zal het toepassingsgebied verder worden uitgebreid.
Roestvrij staal lasersnijmachine te koop
- Keurt het bed van het plaatlassen goed, na het ontharden op hoge temperatuur, hoge hardheid, sterke lagercapaciteit, corrosieweerstand.
- Keurt high-power speciale intelligente snijkop, bekend merk motor, reductiemechanisme, geleiderail, rack, om betrouwbare garantie voor de stabiele werking van roestvrij staal lasersnijmachine te bieden.
- De verwerkingsruimte is uitgerust met een stofverzamelmodus, waardoor de luchtstroom effectief wordt verkort en rook en stof veel efficiënter worden afgezogen.
- De verwerkingsbreedte van de apparatuur is zeer breed en het tafeloppervlak kan worden aangepast aan de verwerkingsbehoeften.

Problemen en oplossingen bij het lasersnijden van roestvast staal
1. Snijslak
- Als alleen de hoek opknoping slakken, kunt u eerst overwegen de hoek afschuinen, parameters kunnen worden verminderd focus, voeg atmosferische druk en ga zo maar door. Als de hele opknoping harde slakken, moet u de focus te verminderen, voeg atmosferische druk, verhoging van de snijkop, maar de focus te laag is of te veel luchtdruk zal leiden tot delaminatie van de dwarsdoorsnede en ruwheid.
- Als de hele opknoping korrelige zachte slak, kunt u de juiste verhoging van de snijsnelheid of vermindering van de snijkracht. Snijden van roestvrij staal is bijna het einde van de kant opknoping slakken, controleer dan of de gastoevoer gasstroom niet kan bijbenen met de onvoldoende gastoevoer.
2. Snijden van dunne plaat sectie is niet helder genoeg, dikke plaat sectie is ruw
- Wilt u de sectie van heldere in de eerste plaats moeten goede oppervlakte plaat zonder roest, geen verf, geen oxide film, gevolgd door zuurstof zuiverheid moet hoog zijn ten minste 99.5% of meer, snijden moet gebruik maken van een kleine mondstuk dubbele 1.0 of 1.2, snijsnelheid moet snel meer dan 2m / min, snijden luchtdruk mag niet te groot zijn.
- Wil je dikke plaat snijden sectie kwaliteit, in de eerste plaats om ervoor te zorgen dat de plaat en gas zuiverheid, gevolgd door de keuze van mondstuk,
- Hoe groter het diafragma, hoe beter de kwaliteit van de doorsnede zal zijn, maar tegelijkertijd zal de conus van de doorsnede groter zijn.



