レーザー切断機でステンレスを切断する際の「バリ」を避けるには?
ステンレス鋼の材料は、美しい表面、良好な剛性と強度、耐食性、清掃が容易で、他の利点、アプリケーションの非常に広い範囲で市場でのステンレス鋼製品を持っており、ステンレス鋼のレーザー切断プロセスも広く、それに応じて使用され、レーザー切断プロセスは、高速切断速度、良好な柔軟性、処理能力、利点の広い範囲を切断しているが、切断工程におけるいくつかのプロセスの問題は、切断効果を向上させるために対応するソリューションの必要性があります。次に、XT LASERは、詳細に理解するためにあなたを取るでしょう!
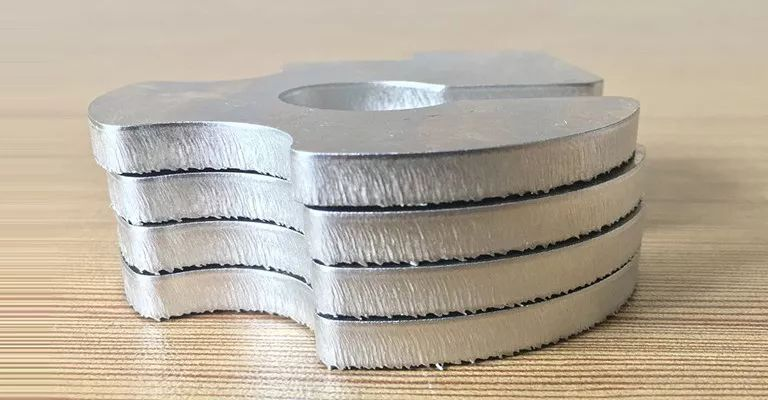
ステンレス鋼レーザー切断バリ問題
ステンレス鋼用CNCレーザー切断機 バリの有無は、レーザー切断の品質に影響を与える重要な評価基準である。バリは製品の刃先の美観に影響を与えるだけでなく、後の使用にも影響を与えるため、バリを除去するために追加の作業負荷を必要とする。
バリ対策
- あなたは、レーザーエネルギー出力が要件を満たしているかどうかを確認する必要があり、ステンレス鋼の被加工物の表面では、スポットが同軸を提示するために、スポットとノズルの中心孔を確保するために十分に丸くはありませんが、スポットとノズルの中心孔は、より良い同軸性、切断の品質が向上します。スポットエネルギー分布が均一である後に形成されたレンズを介して集束した後であるラウンドスポットは、レーザーエネルギーの横分布は、修飾された切断品質を達成するために、正常である;
- あなたはまた、切断品質のプレゼンテーションに影響を与えるレーザ伝送のレンズとレンズのハードウェア上の微粒子、ほこりやスプラッシュ残渣やその他の破片があるかどうかをチェックする必要がありますが、また、肉眼で見つけることは容易ではありませんが、レーザーレンズの小さな亀裂があるかどうかをチェックし、レーザーエネルギーの伝送にも影響を与えます。
プロフェッショナルとしてのXTレーザー ステンレス鋼レーザー切断機メーカー 金属加工業界の友人を思い出させるために、ステンレス鋼のレーザー切断バリは、硬度が非常に大きい後、シーケンスの除去は非常に時間と労力がかかるだけでなく、ワークの美観に影響を与えるだけでなく、生成されます。それは根本的な原因を解決するために非常に必要であり、唯一の最初のステンレス鋼レーザー切断機自体が正常であるかどうかを判断するために、上記の2つのポイントが正常にチェックされていることを確認し、さらにプロセスのパラメータ設定を調整するために、その後にのみ。
高品質の厚板ステンレスを切断するには?
経済の発展の増加に伴い、生活の質の人々の追求は、より高く、より高くなっており、皆の生活は密接にステンレスの使用にも劇的に増加している関連している。現在、レーザー切断機ステンレス鋼の厚板のプロセスは、ますます成熟している、徐々に伝統的な切断プロセスを置き換えます。高品質の厚板ステンレスを切断するには、切断プロセスの要素を完全に理解する必要があります。
ステンレス鋼のプロセス要素のためのCNCレーザー切断機ですか?
- ノズルの選択
ノズルの直径の大きさは、それによって状況の安定性を切断、溶融材料の除去に影響を与え、カット、ガス拡散領域、ガス流量にガスの流れの形状を決定します。ガス流の口に大きく、高速で、適切な位置にガス流中の被加工物は、溶融ジェットを除去する能力が強いです。固定流量、異なるノズルサイズ、監視ガス圧力厚いステンレス鋼は、ノズルの選択は、比例弁が圧力を確保するために、流量を増加させるように設定されている大きいはず、通常のセクションの効果をカットアウト。

- ガス選択
ステンレス鋼のレーザー切断プロセスは、多くの場合、酸素、窒素、空気などの補助ガスの様々な使用、ガスの異なる種類の使用は、切断部の効果が異なっている。酸素は黒いセクションである、空気は黄色がかっている、窒素はステンレス鋼の元の色を保つことができる酸化されない。好ましい補助ガスとして窒素とステンレス鋼の切断。
- [酸素]の利点: 高い切断の速度、厚いシート材料の純度の推薦を切ることができる: ≥99.999%
- [窒素] 利点:刃先の酸化を避け、被加工物を再加工する必要がない 純度:≥99.995%を推奨
- フォーカスポジション
レーザー切断機 ステンレス鋼 はエネルギー密度の高いビームであるため、狭いスリットを作るためには集光スポット径を小さくする必要がある。集光レンズの焦点深度が小さいほど、集光スポット径も小さくなるからだ。高品質の切断のためには、有効焦点深度もレンズ直径と切断される材料に関係する。したがって、切断される材料の表面に対する焦点の位置を制御することが重要です。
レーザーの出力密度は切断速度に大きな影響を与えるので、レンズの焦点距離の選択は重要な問題である。レーザービームの焦点スポットサイズとレンズの焦点距離はビームに正比例します。短焦点レンズの焦点スポットサイズは非常に小さく、出力密度の焦点は非常に高く、材料の切断は非常に有利ですが、焦点深度が非常に短いという欠点があり、調整マージンが小さく、一般的に薄い材料の高速切断に適しています。長焦点レンズは焦点深度が広く、十分なパワー密度があれば、厚いワークの切断に適しています。
どの焦点距離のレンズを使用するかを決定した後、焦点位置とワーク表面の相対的な位置は、カットの品質を確保するために特に重要です。焦点位置でのパワー密度が最も高いため、ほとんどの場合、切断時の焦点位置はワークの表面ギリギリか、表面より少し下になります。切断工程全体において、焦点とワークの相対位置を一定にすることは、安定した切断品質を得るための重要な条件である。時には、レンズの冷却が不十分であったり、作業中にレンズが加熱されたりして、焦点距離が変化することがあり、適時焦点位置の調整が必要となる。
焦点位置が最適な位置にある場合、切断継ぎ目は最小、最高効率であり、最適な切断速度を選択すると、理想的な切断結果を得ることができます。これはまた、ステンレス鋼板の切断の品質を向上させる方法です。

4. レーザー周波数の調整と同様に、切断品質に影響を与えるデューティサイクル
- ステンレス鋼板切断の衝撃に対する周波数の変化:
500-200Hzの範囲で周波数が低下し、切断部の効果が繊細になり、剥離が徐々に改善される。周波数が100Hzに設定されている場合は、切断と青色光防止が不可能です。周波数を変えながら最適な周波数範囲を探ってください。最良の切断部を確保するためには、パルス数と単一パルスエネルギーを完全に一致させる必要がある。
- 厚いステンレス鋼板の切断におけるデューティサイクルの変化の影響:
デューティサイクル53%は臨界値であり、デューティサイクルを低減し続け、未切断の痕跡の外観の下面は、デューティサイクルが60%に増加し、断面が粗くなり、剥離は明らかであり、切断面が黄変している。
精密作業は、一般的に、ノズルの高さ、マシンの移動パラメータ、移動加速度、走行速度、材料および切断結果に与える他の影響もテストし、一つずつ分析する必要があり、レーザープロセスのデバッグ技術者が積極的に貢献するためにレーザー切断プロセスの強化のために働く必要性。レーザー切断能力が130ミリメートルまたはそれ以上に達すると、応用分野はさらに拡大される。
ステンレス鋼レーザー切断機販売
- 高温アニール、高い硬度、強い軸受け容量、耐食性の後の版の溶接のベッドを、採用します。
- ステンレス鋼レーザー切断機の安定した操作のための信頼できる保証を提供するために強力で特別で理性的な切断の頭部、有名なブランドのモーター、減力剤、ガイド・レール、棚を、採用します。
- 処理エリアはパーティション集塵モードで設定され、効果的に空気経路の移動を短縮し、煙と粉塵の抽出効率を大幅に向上させます。
- 装置の加工幅は非常に広く、加工ニーズに応じてテーブル面積をカスタマイズできる。

ステンレス鋼のレーザー切断における問題と解決策
1.切削スラグ
- 角の垂れスラグだけなら、まず角の面取りを検討し、パラメータはフォーカスを下げ、大気圧を加えたりすることができる。全体的に硬いスラグがぶら下がっている場合は、フォーカスを下げたり、大気圧を加えたり、切断ノズルを増やしたりする必要がありますが、フォーカスが低すぎたり、大気圧が高すぎたりすると、断面が剥離したり、粗くなったりします。
- 全体的に粒状の柔らかいスラグがぶら下がっている場合は、適切に切断速度を上げるか、または切削パワーを減らすことができます。ステンレス鋼を切断すると、サイドぶら下がっスラグのほぼ終わりですが、ガス供給ガスの流れが不十分なガス供給に追いつくことができないかどうかを確認します。
2.薄板の切断は輝度が十分でなく、厚板の切断は粗い。
- 明るいセクションをまず第一に錆、ペンキ無し、酸素純度が続く酸化膜無しでよい表面をめっきしなければならない高く少なくとも99.5%以上べきである、切断は小さいノズルの倍1.0か1.2を使用する必要がある、切断の速度は2m/minより速くある必要がある、切断の空気圧は余りにも大きくないべきである。
- 厚板切断部の品質を確保するには、まず板とガスの純度を確認し、次にノズルを選択する、
- 開口部が大きいほど断面の品質は良くなるが、同時に断面のテーパーは大きくなる。



