レーザー切断工程でよくある問題と解決策
レーザー切断は高精度、高効率の加工技術ですが、実際の作業ではどうしてもよくある問題が発生します。XT LASERは、これらの問題の原因を詳細に分析し、対応するソリューションを提供することで、効果的に切断品質を向上させることができます。
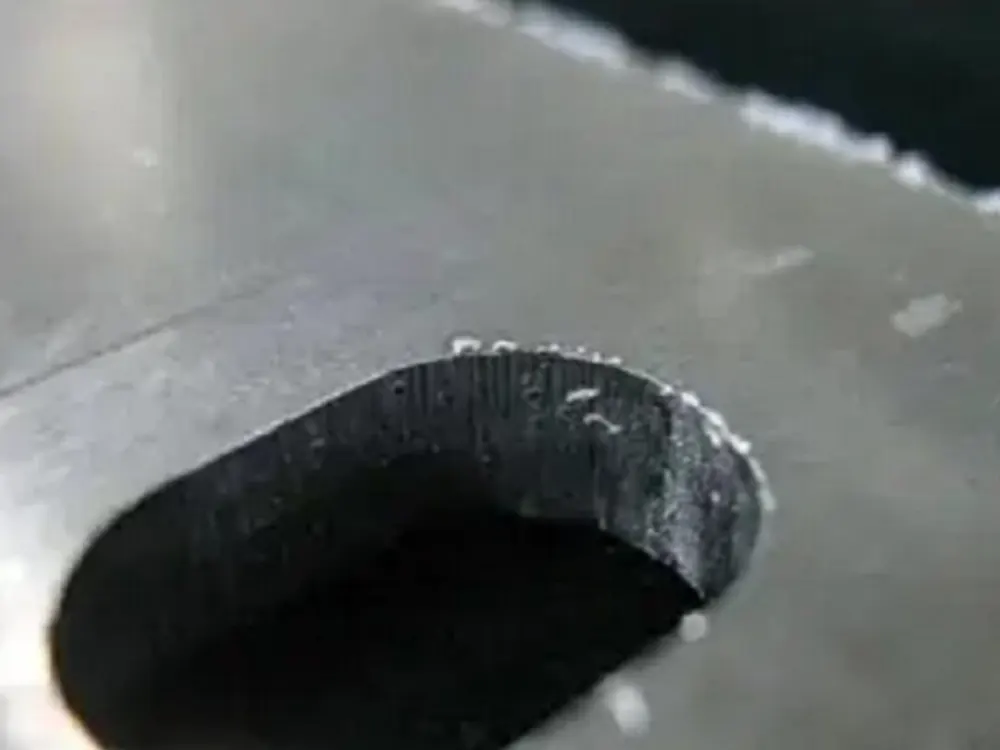
粗い刃先やバリ
- 原因分析
レーザー出力不足:出力が低すぎるため、材料を完 全に溶かすことができず、切断面が粗くなる。
切断速度が速すぎる:レーザービームが材料表面に十分な時間とどまらない。 バリ.
焦点距離が正しくない:レーザーの焦点位置が正確でないため、切断品質に影響する。
不適切なガス圧:補助ガスの圧力が不十分、または高い場合、バリの発生につながる。
材料特性の不一致:切断パラメータが材料の種類と厚さに応じて調整されていない。
レーザーヘッドの汚れ:レーザーヘッド上の汚れやコークスは、レーザービームの品質に影響を与えます。
- 解決策
レーザーパワーの調整:レーザーパワーを適切に上げる。
レーザー出力の調整:材料が完全に溶けるように、適切に出力を上げてください。
切断速度を最適化する:レーザーが切断を完了するのに十分な時間があるように、速度を下げます。
焦点を合わせる:レーザーの焦点が正確であることを確認し、焦点の位置が材料の表面上または少し下になるようにしてください。
ガス圧を調整してください:ガス圧の調整:材料の特性に合わせて補助ガス圧を調整し、流量が安定していることを確認してください。
適切なパラメータを選択する:材料の特性を理解し、切削パワーと速度を合理的に設定する。
レーザーヘッドを清掃してください:レーザーヘッドを定期的に清掃し、装置を良好な状態に保ちます。
切断部が広すぎるか、溶融現象が起こる
- 原因分析
レーザー出力が高すぎる:出力設定が高すぎるため、 素材が過度に溶解している。
切断速度が遅すぎる:遅すぎてレーザーの滞在時間が長くなり、熱影響部が増加する。
焦点距離の不正確さ:焦点位置が不適切なため、レーザービームの直径が大きくなる。
補助ガスの流量不足:ガスの流量が不足すると、溶融金属を吹き飛ばすことができず、溶融現象を悪化させる。
材料特性が適切でない:特定の材料や厚みのある材料は溶けやすい。
レーザービームの品質が悪い:レーザービームの均一性や発散角が悪いと、切断効果に影響します。
- ソリューション
レーザー出力の低減:レーザー出力の適切な低減の材料特性に応じて。
切断速度を上げる:切断速度を上げる:遅すぎることによる溶融の問題を避けるため、速度を調整する。
焦点距離を較正する:レーザーの焦点位置が正しいことを確認してください。
補助ガスの流量を増やしてください:溶融金属を効果的に吹き飛ばすのに十分なガス流量を確保する。
適切な材料とパラメータを選択する:切断前に、材料の特性に合わせてパラメータを合理的に調整する。
レーザービームの品質を向上させる:レーザービーム品質を確保するために、レーザー機器を定期的にメンテナンスしてください。
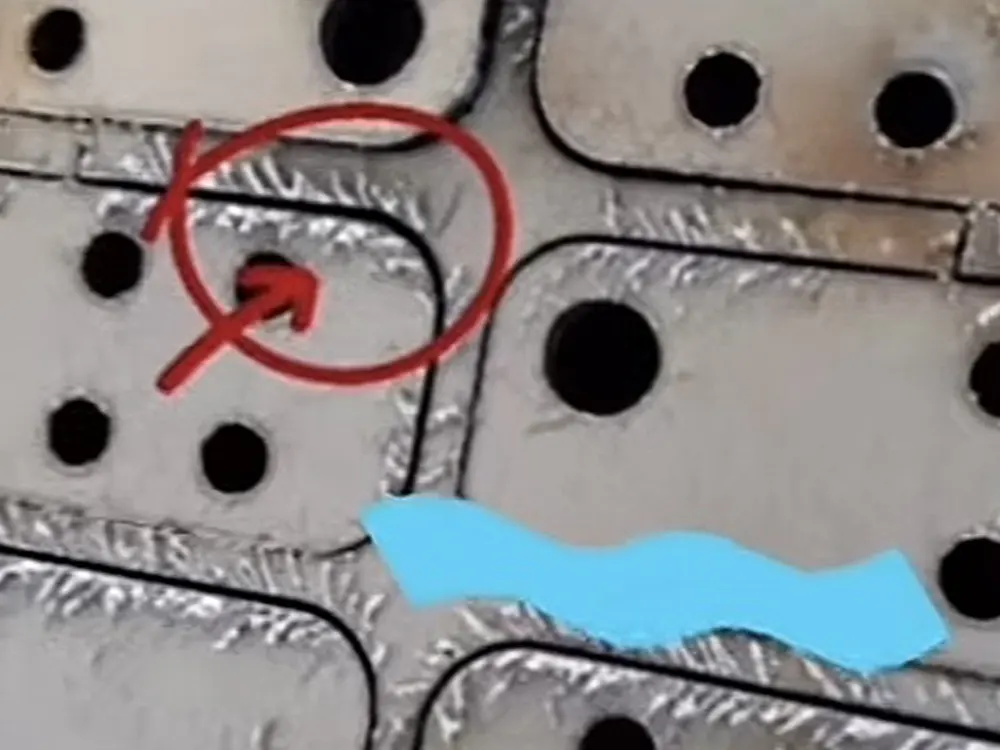
切断面が平らでなく、波打ちがある。
- 原因分析
レーザー出力の変動:レーザー出力が不安定になると、エネルギー分布が不均一になる。
切断速度が均一でない:速度の変化は、材料表面のレーザービームに影響を与える。
焦点距離の不正確さ:焦点位置の不適切さ、切断品質の低下。
材料の変形や凹凸:材料の反りや表面の凹凸が切断効果に影響する。
レーザーヘッドの振動:装置の機械的安定性の欠如により、振動が発生する可能性があります。
不安定な補助ガス流:不安定なガス流は溶湯のブロー効果に影響する。

- ソリューション
レーザー出力を安定させる:レーザー出力を安定させるために、適度な最大出力と最小出力を設定します。
切断速度の最適化:速度を一定に保ち、切断中の速度変動を避ける。
焦点の較正:レーザー焦点位置を定期的に調整し、切断精度を確保する。
材料の平坦度をチェックする:反りによる切断品質への影響を避けるため、切断前に材料をまっすぐにする。
レーザーヘッドの安定性を高める:振動を減らすために、レーザーヘッドの機械部品をチェックし、締めます。
ガス流量をコントロールする:切断面の品質を向上させるため、補助ガスの流量を安定させる。
切断時の異常火花
- 原因分析
レーザー出力が高すぎる:レーザー出力の設定が高 すぎる場合、材料が過度に溶解し、大量の火花が 発生する可能性がある。
切断速度が遅すぎる:切断速度が遅すぎると、レーザーが材料上に長くとどまることになり、火花の発生が増加する。

- ソリューション
レーザー出力を調整してください:スパークの発生を抑えるため、材料の厚みや種類に応じてレーザー出力を適切に下げます。
切断速度の最適化:切断速度を上げて、レーザーが材料に適切な時間作用するようにし、遅すぎることによる火花を避ける。
レーザー切断時の品質問題は通常、パラメータ設定、材料特性、または不十分な機器メンテナンスに起因する。出力、速度、焦点距離を調整し、補助ガスの流量などを最適化することで、切断品質を効果的に改善することができます。