Come evitare la "bava" quando si taglia l'acciaio inossidabile con una macchina per il taglio laser?
Il materiale in acciaio inossidabile ha una bella superficie, una buona rigidità e resistenza, resistenza alla corrosione, facilità di pulizia e altri vantaggi, i prodotti in acciaio inossidabile sul mercato in una gamma molto ampia di applicazioni, e il processo di taglio laser dell'acciaio inossidabile è anche ampiamente utilizzato di conseguenza, il processo di taglio laser ha una velocità di taglio veloce, una buona flessibilità, capacità di lavorazione, taglio una vasta gamma di vantaggi, ma ci sono alcuni problemi di processo nel processo di taglio, la necessità di una soluzione corrispondente per migliorare l'effetto di taglio. A seguire, XT LASER vi porterà a capire in dettaglio!
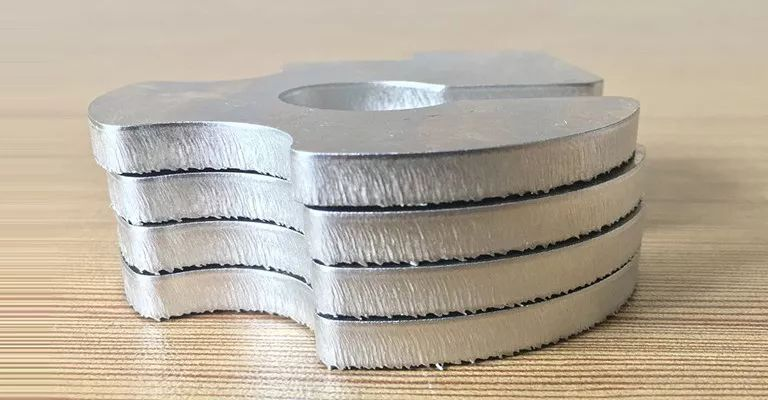
Problema della bava di taglio laser dell'acciaio inossidabile
Macchina di taglio laser CNC per acciaio inossidabile con o senza bave è un importante criterio di valutazione che influisce sulla qualità del taglio laser, perché le bave non solo influiscono sull'estetica del bordo di taglio del prodotto, ma influiscono anche sull'uso del prodotto successivo, le bave richiedono un carico di lavoro aggiuntivo per essere rimosse.
Soluzione per le bave
- È necessario verificare se l'energia laser emessa soddisfa i requisiti, se la superficie del pezzo in acciaio inossidabile presenta un punto non sufficientemente rotondo per garantire che il punto e il foro centrale dell'ugello presentino una coassialità; quanto migliore è la coassialità, tanto migliore è la qualità del taglio. Lo spot rotondo, cioè, dopo la messa a fuoco attraverso la lente formata dopo la distribuzione dell'energia dello spot è uniforme, la distribuzione laterale dell'energia laser è normale, al fine di ottenere una qualità di taglio qualificata;
- È necessario verificare la presenza di particelle fini, polvere o residui di schizzi e altri detriti sull'obiettivo e sull'hardware dell'obiettivo della trasmissione laser, che influiscono anche sulla presentazione della qualità di taglio, ma anche verificare la presenza di piccole crepe nell'obiettivo del laser, che non sono facili da trovare a occhio nudo, ma influiscono anche sulla trasmissione dell'energia laser.
XT LASER come professionista produttore di macchine per il taglio laser dell'acciaio inossidabile per ricordare agli amici dell'industria della lavorazione dei metalli, le bave di taglio laser in acciaio inox prodotte dopo la durezza è molto grande, non solo dopo la rimozione della sequenza è molto lunga e laboriosa, ma colpisce anche l'estetica del pezzo. È molto necessario risolvere la causa principale, solo per prima cosa assicurarsi che i due punti di cui sopra siano controllati normalmente, per determinare se la macchina per il taglio laser dell'acciaio inossidabile è normale, e solo dopo regolare ulteriormente le impostazioni dei parametri di processo.
Come tagliare lamiere spesse di acciaio inossidabile di alta qualità?
Con il crescente sviluppo dell'economia, la ricerca della qualità della vita è sempre più alta e la vita di tutti è strettamente legata all'uso dell'acciaio inossidabile. Ora il processo di taglio laser della macchina in acciaio inox a piastra spessa è sempre più maturo, e sostituirà gradualmente il processo di taglio tradizionale. Per tagliare lamiere spesse in acciaio inox di alta qualità, è necessario comprendere appieno gli elementi del processo di taglio.
La macchina di taglio laser CNC per gli elementi di processo in acciaio inossidabile sono?
- Selezione dell'ugello
Le dimensioni del diametro dell'ugello determinano la forma del flusso di gas nel taglio, l'area di diffusione del gas, la portata del gas, influenzando così la rimozione del materiale fuso, il taglio e la stabilità della situazione. Nella bocca del flusso di gas è grande, veloce, il pezzo in lavorazione nel flusso di gas nella giusta posizione, la capacità di rimuovere il getto di fusione più forte. Portata fissa, diverse dimensioni degli ugelli, monitoraggio della pressione del gas più spesso l'acciaio inossidabile, la selezione di ugelli dovrebbe essere il più grande la valvola proporzionale è impostato per aumentare la portata, al fine di garantire che la pressione, tagliare l'effetto sezione normale.

- Selezione del gas
Il processo di taglio laser dell'acciaio inossidabile utilizza spesso una varietà di gas ausiliari, come ossigeno, azoto, aria, ecc. L'uso di diversi tipi di gas, l'effetto della sezione di taglio è diverso. L'ossigeno è una sezione nera, l'aria è giallastra, l'azoto può mantenere il colore originale dell'acciaio inossidabile non è ossidato. Il taglio dell'acciaio inossidabile con l'azoto è il gas ausiliario preferito.
- [Vantaggi: alta velocità di taglio, può tagliare lamiere spesse raccomandazione di purezza: ≥99,999%
- [Vantaggi: evita l'ossidazione del tagliente, il pezzo non deve quindi essere rilavorato Purezza: ≥ 99,995% consigliato
- Posizione di fuoco
Macchina per il taglio laser dell'acciaio inossidabile è un fascio ad alta densità di energia, quindi il diametro del punto di messa a fuoco deve essere piccolo, per produrre una fenditura stretta. Infatti, quanto minore è la profondità focale della lente di focalizzazione, tanto minore è il diametro del punto focale. Per un taglio di alta qualità, la profondità di fuoco effettiva è anche legata al diametro della lente e al materiale da tagliare. È quindi importante controllare la posizione del punto focale rispetto alla superficie del materiale da tagliare.
Poiché la densità di potenza del laser ha una grande influenza sulla velocità di taglio, la scelta della lunghezza focale dell'obiettivo è una questione importante. La dimensione del punto di messa a fuoco del raggio laser e la lunghezza focale dell'obiettivo sono direttamente proporzionali al raggio. La dimensione del punto di messa a fuoco dell'obiettivo a breve lunghezza focale è molto piccola, il punto focale della densità di potenza è molto alto, il taglio del materiale è molto favorevole; ma ha lo svantaggio di una profondità di messa a fuoco molto breve, il margine di regolazione è piccolo, generalmente più adatto per il taglio ad alta velocità di materiali sottili. L'obiettivo a lunga focale ha una profondità di fuoco più ampia e, purché abbia una densità di potenza sufficiente, è più adatto al taglio di pezzi spessi.
Dopo aver determinato la lunghezza focale da utilizzare, la posizione relativa del punto focale e della superficie del pezzo è particolarmente importante per garantire la qualità del taglio. Poiché la densità di potenza è massima nel punto focale, nella maggior parte dei casi la posizione del punto focale durante il taglio è proprio sulla superficie del pezzo, o leggermente al di sotto della superficie. Nell'intero processo di taglio, garantire che la messa a fuoco e la posizione relativa del pezzo siano costanti è una condizione importante per ottenere una qualità di taglio stabile. A volte, l'obiettivo non viene raffreddato bene e si riscalda durante il lavoro, causando così variazioni nella lunghezza focale, che richiedono una regolazione tempestiva della posizione di messa a fuoco.
Quando il punto focale è nella posizione migliore, la cucitura tagliata è la più piccola, la massima efficienza, scegliere la migliore velocità di taglio può ottenere risultati di taglio ideali. Questo è anche un modo per migliorare la qualità del taglio delle lastre di acciaio inossidabile.

4. La regolazione della frequenza del laser e il ciclo di lavoro hanno un impatto sulla qualità del taglio.
- Variazioni di frequenza sull'impatto del taglio di lastre di acciaio inossidabile:
La frequenza nell'intervallo 500-200Hz diminuisce, l'effetto della sezione di taglio diventa delicato, la delaminazione migliora lentamente. Quando la frequenza è impostata a 100Hz, è impossibile tagliare e la luce anti-blu. Individuare l'intervallo di frequenza ottimale modificando la frequenza. Per garantire la migliore sezione di taglio, è necessario assicurarsi che il numero di impulsi sia perfettamente abbinato all'energia del singolo impulso.
- L'effetto della variazione del ciclo di lavoro sul taglio di lastre di acciaio inossidabile spesse:
Il ciclo di lavoro 53% è il valore critico; continuando a ridurre il ciclo di lavoro, sulla superficie inferiore compaiono tracce non tagliate; aumentando il ciclo di lavoro a 60%, la sezione diventa ruvida, la delaminazione è evidente, la superficie di taglio ingiallisce.
Il lavoro di precisione, in generale, l'altezza dell'ugello, i parametri di movimento della macchina, l'accelerazione del movimento, la velocità di esecuzione, il materiale e altri fattori che influiscono sui risultati di taglio devono essere testati e analizzati uno per uno; è necessario che i tecnici addetti al debug dei processi laser lavorino attivamente per migliorare il processo di taglio laser. Quando la capacità di taglio laser raggiungerà i 130 millimetri o anche di più, il campo di applicazione sarà ulteriormente ampliato.
Macchina per il taglio laser dell'acciaio inossidabile in vendita
- Adotta un letto di saldatura a piastra, dopo la ricottura ad alta temperatura, elevata durezza, forte capacità portante, resistenza alla corrosione.
- Adotta una testa di taglio intelligente speciale ad alta potenza, un motore di marca nota, un riduttore, una guida, una cremagliera, per fornire una garanzia affidabile per il funzionamento stabile della macchina per il taglio laser dell'acciaio inossidabile.
- L'area di lavorazione è dotata di una modalità di raccolta delle polveri a partizione, che accorcia efficacemente il percorso dell'aria e migliora notevolmente l'efficienza dell'estrazione di fumi e polveri.
- La larghezza di lavorazione dell'apparecchiatura è molto ampia e l'area del tavolo può essere personalizzata in base alle esigenze di lavorazione.

Problemi e soluzioni riscontrati nel taglio laser dell'acciaio inossidabile
1. Taglio delle scorie
- Se si tratta solo di scorie sospese ad angolo, si può considerare innanzitutto la smussatura dell'angolo, i parametri possono essere la riduzione della messa a fuoco, l'aggiunta di pressione atmosferica e così via. Se la scoria dura è tutta appesa, è necessario ridurre la messa a fuoco, aggiungere la pressione atmosferica, aumentare l'ugello di taglio, ma una messa a fuoco troppo bassa o una pressione atmosferica troppo elevata causano la delaminazione della sezione trasversale e la rugosità.
- Se l'intera scoria granulare appesa è morbida, è possibile aumentare opportunamente la velocità di taglio o ridurre la potenza di taglio. Il taglio dell'acciaio inossidabile è quasi alla fine della scoria laterale appesa, verificare se il flusso di gas di alimentazione non può tenere il passo con l'alimentazione di gas insufficiente.
2. Il taglio della sezione di lamiera sottile non è abbastanza brillante, la sezione di lamiera spessa è ruvida.
- Voglia di tagliare la sezione di luminoso prima di tutto devono piastra buona superficie senza ruggine, nessuna vernice, nessun film di ossido, seguita da purezza di ossigeno dovrebbe essere alto almeno 99.5% o più, taglio ha bisogno di utilizzare un piccolo ugello doppio 1.0 o 1.2, velocità di taglio ha bisogno di essere veloce più di 2m/min, la pressione dell'aria di taglio non dovrebbe essere troppo grande.
- Voglia di qualità di taglio della piastra spessa sezione, prima di tutto per garantire che la piastra e la purezza del gas, seguita dalla scelta di ugello,
- più grande è l'apertura, la qualità della sezione sarà migliore, ma allo stesso tempo la conicità della sezione sarà maggiore.



