Bagaimana cara menghindari "duri" saat memotong baja tahan karat dengan mesin potong laser?
Bahan stainless steel memiliki permukaan yang indah, kekakuan dan kekuatan yang baik, ketahanan korosi, mudah dibersihkan dan keunggulan lainnya, produk stainless steel di pasaran dalam berbagai aplikasi yang sangat luas, dan proses pemotongan laser stainless steel juga banyak digunakan, proses pemotongan laser memiliki kecepatan potong yang cepat, fleksibilitas yang baik, kapasitas pemrosesan, memotong berbagai macam keuntungan, tetapi ada beberapa masalah proses dalam proses pemotongan, perlunya solusi yang sesuai untuk meningkatkan efek Pemotongan. Selanjutnya, XT LASER akan membawa Anda untuk memahami secara detail!
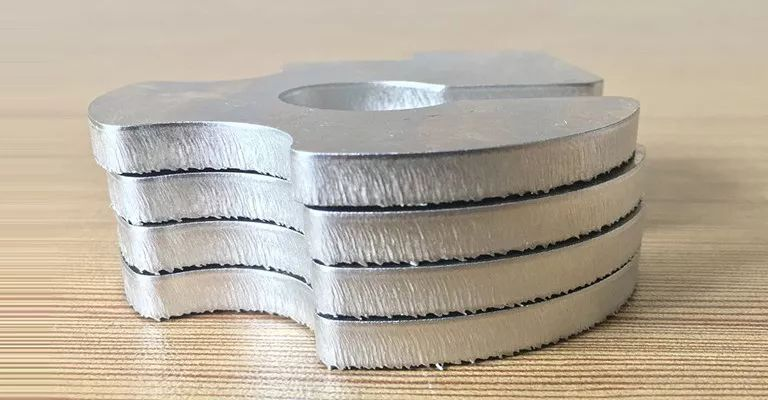
Masalah duri pemotongan laser baja tahan karat
Mesin pemotongan laser CNC untuk baja tahan karat dengan atau tanpa gerinda merupakan kriteria penilaian penting yang mempengaruhi kualitas pemotongan laser, karena gerinda tidak hanya mempengaruhi estetika ujung tombak produk, tetapi juga mempengaruhi penggunaan nantinya, gerinda memerlukan beban kerja tambahan untuk menghilangkannya.
Solusi untuk gerinda
- Anda perlu memeriksa apakah keluaran energi laser memenuhi persyaratan, pada permukaan benda kerja stainless steel menyajikan titik tidak cukup bulat untuk memastikan bahwa titik dan lubang tengah nosel untuk menyajikan koaksial, titik dan lubang tengah nosel semakin baik koaksialitasnya, semakin baik kualitas pemotongan. Bintik bulat yaitu, setelah pemfokusan melalui lensa yang terbentuk setelah distribusi energi titik seragam, distribusi lateral energi laser normal, untuk mencapai kualitas pemotongan yang berkualitas;
- Anda harus memeriksa apakah ada partikel halus, debu atau sisa percikan dan puing-puing lainnya pada lensa dan perangkat keras lensa transmisi laser, yang juga akan memengaruhi presentasi kualitas pemotongan, tetapi juga memeriksa apakah ada retakan kecil pada lensa laser, yang tidak mudah ditemukan dengan mata telanjang, tetapi juga akan memengaruhi transmisi energi laser.
XT LASER sebagai seorang profesional produsen mesin pemotong laser stainless steel untuk mengingatkan teman-teman industri pengolahan logam, gerinda pemotongan laser stainless steel yang dihasilkan setelah kekerasannya sangat besar, tidak hanya setelah pemindahan urutannya sangat memakan waktu dan padat karya, tetapi juga mempengaruhi estetika benda kerja. Sangat penting untuk menyelesaikan akar penyebabnya, hanya pertama-tama pastikan bahwa dua poin di atas diperiksa secara normal, untuk menentukan apakah mesin pemotongan laser stainless steel itu sendiri normal, dan hanya setelah itu untuk menyesuaikan lebih lanjut pengaturan parameter proses.
Bagaimana cara memotong baja tahan karat pelat tebal berkualitas tinggi?
Dengan meningkatnya perkembangan ekonomi, pengejaran kualitas hidup masyarakat semakin tinggi, dan kehidupan setiap orang yang terkait erat dengan penggunaan stainless steel juga meningkat secara dramatis. Sekarang mesin pemotong laser proses pelat tebal stainless steel semakin matang, secara bertahap akan menggantikan proses pemotongan tradisional. Untuk memotong baja tahan karat pelat tebal berkualitas tinggi, Anda perlu memahami sepenuhnya elemen-elemen proses pemotongan.
Mesin pemotongan laser CNC untuk elemen proses baja tahan karat adalah?
- Pemilihan nosel
Ukuran diameter nosel menentukan bentuk aliran gas ke dalam potongan, area difusi gas, laju aliran gas, sehingga mempengaruhi penghilangan bahan cair, memotong stabilitas situasi. Ke dalam mulut aliran gas yang besar, cepat, benda kerja dalam aliran gas di posisi yang tepat, kemampuan untuk menghilangkan jet lelehan semakin kuat. Laju aliran tetap, ukuran nosel yang berbeda, pemantauan tekanan gas semakin tebal baja tahan karat, pemilihan nosel harus semakin besar katup proporsional diatur untuk meningkatkan laju aliran, untuk memastikan tekanan, memotong efek bagian normal.

- Pemilihan gas
Proses pemotongan laser stainless steel sering menggunakan berbagai gas tambahan, seperti oksigen, nitrogen, udara, dll., Penggunaan berbagai jenis gas, efek bagian pemotongan berbeda. Oksigen adalah bagian hitam, udara kekuningan, nitrogen dapat menjaga warna asli baja tahan karat tidak teroksidasi. Pemotongan baja tahan karat dengan nitrogen sebagai gas tambahan yang disukai.
- [Keuntungan: kecepatan potong tinggi, dapat memotong bahan lembaran tebal rekomendasi kemurnian bahan: ≥99.999%
- [Keuntungan: menghindari oksidasi mata potong, oleh karena itu benda kerja tidak perlu diproses ulang Kemurnian: ≥ 99,995% direkomendasikan
- Posisi fokus
Mesin pemotong laser baja tahan karat adalah sinar dengan densitas energi yang tinggi, sehingga diameter titik fokus harus kecil, untuk menghasilkan celah yang sempit. Karena, semakin kecil kedalaman fokus lensa pemfokusan, semakin kecil diameter titik fokusnya. Untuk pemotongan berkualitas tinggi, kedalaman fokus efektif juga terkait dengan diameter lensa dan bahan yang sedang dipotong. Oleh karena itu, penting untuk mengontrol posisi titik fokus secara relatif terhadap permukaan bahan yang sedang dipotong.
Karena kerapatan daya laser memiliki pengaruh besar pada kecepatan pemotongan, maka pilihan panjang fokus lensa merupakan masalah penting. Ukuran titik fokus sinar laser dan panjang fokus lensa berbanding lurus dengan sinar dengan ukuran titik fokus lensa panjang fokus pendek sangat kecil, titik fokus kepadatan daya sangat tinggi, pemotongan material sangat menguntungkan; tetapi memiliki kelemahan kedalaman fokus yang sangat pendek, margin penyesuaiannya kecil, umumnya lebih cocok untuk pemotongan bahan tipis berkecepatan tinggi. Karena lensa panjang fokus panjang memiliki kedalaman fokus yang lebih luas, selama memiliki kepadatan daya yang memadai, lensa ini lebih cocok untuk memotong benda kerja yang tebal.
Setelah menentukan lensa panjang fokus yang akan digunakan, posisi relatif titik fokus dan permukaan benda kerja, khususnya sangat penting untuk memastikan kualitas potongan. Karena densitas daya tertinggi pada titik fokus, maka, dalam banyak kasus, posisi titik fokus selama pemotongan, hanya pada permukaan benda kerja, atau sedikit di bawah permukaan. Dalam seluruh proses pemotongan, untuk memastikan bahwa fokus dan posisi relatif benda kerja adalah posisi relatif yang konstan, merupakan kondisi penting untuk mendapatkan kualitas pemotongan yang stabil. Kadang-kadang, lensa tidak didinginkan dengan baik dan dipanaskan selama bekerja, sehingga menyebabkan perubahan pada panjang fokus, yang memerlukan penyesuaian posisi fokus secara tepat waktu.
Ketika titik fokus berada pada posisi terbaik, jahitan yang dipotong adalah yang terkecil, efisiensi tertinggi, pilih kecepatan potong terbaik dapat memperoleh hasil pemotongan yang ideal. Ini juga merupakan cara untuk meningkatkan kualitas pemotongan pelat baja tahan karat.

4. Penyesuaian frekuensi laser, serta siklus kerja pada dampak kualitas pemotongan
- Perubahan frekuensi pada dampak pemotongan pelat baja tahan karat:
Frekuensi dari kisaran 500-200Hz menurun, efek bagian pemotongan menjadi halus, delaminasi perlahan-lahan membaik. Apabila frekuensi ditetapkan ke 100Hz, maka tidak mungkin untuk memotong dan anti-cahaya biru. Cari tahu rentang frekuensi optimal dengan mengubah frekuensi. Untuk memastikan bagian pemotongan terbaik, perlu dipastikan bahwa jumlah pulsa disesuaikan secara sempurna dengan energi pulsa tunggal.
- Pengaruh perubahan siklus kerja pada pemotongan pelat baja tahan karat yang tebal:
Siklus kerja 53% adalah nilai kritis, terus mengurangi siklus kerja, permukaan bawah munculnya jejak yang belum dipotong, siklus kerja meningkat menjadi 60%, bagian menjadi kasar, delaminasi jelas, permukaan pemotongan menguning.
Pekerjaan presisi, secara umum, ketinggian nosel, parameter gerakan mesin, akselerasi gerakan, kecepatan lari, material dan dampak lain pada hasil pemotongan juga perlu diuji dan dianalisis satu per satu, perlunya teknisi debugging proses laser untuk secara aktif bekerja untuk peningkatan proses pemotongan laser untuk memberikan kontribusi. Ketika kapasitas pemotongan laser mencapai 130 milimeter atau bahkan lebih tinggi, bidang aplikasi akan semakin diperluas.
Mesin pemotong laser baja tahan karat untuk dijual
- Mengadopsi tempat tidur pengelasan pelat, setelah anil suhu tinggi, kekerasan tinggi, daya dukung yang kuat, ketahanan terhadap korosi.
- Mengadopsi kepala pemotongan cerdas khusus berdaya tinggi, motor merek terkenal, peredam, rel pemandu, rak, untuk memberikan jaminan yang dapat diandalkan untuk pengoperasian yang stabil dari mesin pemotongan laser stainless steel.
- Area pemrosesan diatur dengan mode pengumpulan debu partisi, yang secara efektif memperpendek perjalanan jalur udara dan sangat meningkatkan efisiensi dalam mengekstraksi asap dan debu.
- Lebar pemrosesan peralatan sangat lebar, dan area meja dapat disesuaikan menurut kebutuhan pemrosesan.

Masalah dan solusi yang dihadapi dalam pemotongan laser baja tahan karat
1. Memotong terak
- Jika hanya terak gantung sudut, pertama-tama Anda dapat mempertimbangkan talang sudut, parameter dapat dikurangi fokusnya, tambahkan tekanan atmosfer, dan sebagainya. Jika seluruh terak keras yang menggantung, Anda perlu mengurangi fokus, menambahkan tekanan atmosfer, meningkatkan nosel pemotongan, tetapi fokusnya terlalu rendah atau terlalu banyak tekanan udara akan menyebabkan delaminasi penampang dan kekasaran.
- Jika seluruh terak lunak granular yang menggantung, Anda dapat meningkatkan kecepatan potong dengan tepat atau mengurangi daya potong. Memotong baja tahan karat hampir merupakan ujung dari terak gantung samping, periksa apakah aliran gas suplai gas tidak dapat mengimbangi pasokan gas yang tidak mencukupi.
2. Memotong bagian pelat tipis tidak cukup terang, bagian pelat tebal kasar
- Ingin memotong bagian yang cerah pertama-tama harus melapisi permukaan yang baik tanpa karat, tidak ada cat, tidak ada film oksida, diikuti dengan kemurnian oksigen harus tinggi setidaknya 99,5% atau lebih, pemotongan perlu menggunakan nosel kecil ganda 1.0 atau 1.2, kecepatan potong harus cepat lebih dari 2 m / menit, tekanan udara pemotongan tidak boleh terlalu besar.
- Ingin kualitas bagian pemotongan pelat tebal, pertama-tama untuk memastikan kemurnian pelat dan gas, diikuti dengan pilihan nosel,
- semakin besar bagian aperture, kualitasnya akan semakin baik, tetapi pada saat yang sama, bagian lancipnya akan lebih besar.



