Miten välttää "purseet", kun leikkaat ruostumatonta terästä laserleikkauskoneella?
Ruostumattomasta teräksestä valmistetulla materiaalilla on kaunis pinta, hyvä jäykkyys ja lujuus, korroosionkestävyys, helppo puhdistaa ja muita etuja, ruostumattomasta teräksestä valmistetut tuotteet markkinoilla hyvin monenlaisissa sovelluksissa, ja ruostumattoman teräksen laserleikkausprosessia käytetään myös laajalti vastaavasti, laserleikkausprosessilla on nopea leikkausnopeus, hyvä joustavuus, käsittelykapasiteetti, leikkaus monenlaisia etuja, mutta leikkausprosessissa on joitain prosessiongelmia leikkausprosessin yhteydessä, ja leikkausvaikutuksen parantamiseksi tarvitaan vastaava ratkaisu. Seuraavaksi XT LASER vie sinut ymmärtämään yksityiskohtaisesti!
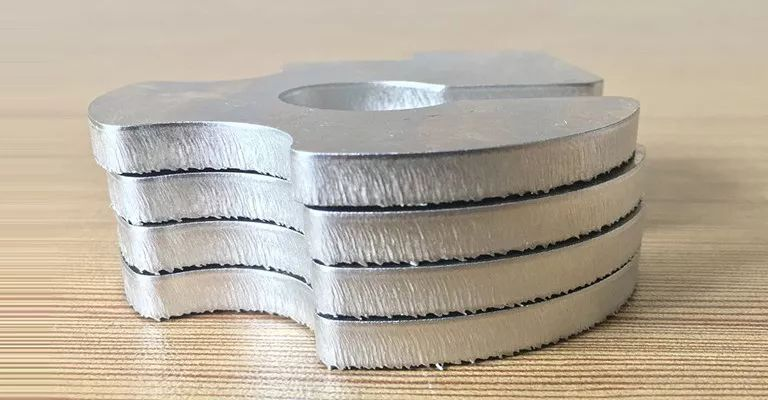
Ruostumattoman teräksen laserleikkaus purse ongelma
CNC-laserleikkauskone ruostumattomalle teräkselle jyrsinnällä tai ilman on tärkeä arviointikriteeri, joka vaikuttaa laserleikkauksen laatuun, koska jyrsinnät eivät vaikuta ainoastaan tuotteen leikkausreunan estetiikkaan, vaan myös myöhempään käyttöön, jyrsinnät vaativat ylimääräistä työmäärää poistamiseen.
Ratkaisu purseisiin
- Sinun on tarkistettava, täyttääkö laserin energiantuotto vaatimukset, ruostumattomasta teräksestä valmistetun työkappaleen pinnalla piste ei ole tarpeeksi pyöreä sen varmistamiseksi, että piste ja suuttimen keskireikä ovat koaksiaalisia, piste ja suuttimen keskireikä ovat sitä parempia, mitä parempi koaksiaalisuus on, sitä parempi on leikkauksen laatu. Pyöreä piste, joka on tarkennuksen jälkeen linssin läpi muodostetun pisteen energian jakautumisen jälkeen on tasainen, laserenergian sivuttainen jakautuminen on normaali, jotta saavutetaan pätevä leikkauslaatu;
- Sinun pitäisi tarkistaa, onko laserin lähetyksen linssissä ja linssilaitteistossa hienoja hiukkasia, pölyä tai roiskeita ja muita roskia, jotka vaikuttavat myös leikkauslaadun esitykseen, mutta tarkista myös, onko laserlinssissä pieniä halkeamia, joita ei ole helppo löytää paljaalla silmällä, mutta jotka vaikuttavat myös laserenergian siirtoon.
XT LASER ammattilaisena ruostumattoman teräksen laserleikkauskoneen valmistaja muistuttaa metallinjalostusteollisuuden ystäviä, ruostumattoman teräksen laserleikkausjyrsimet, jotka on tuotettu kovuuden jälkeen, ovat hyvin suuria, paitsi sen jälkeen, kun sekvenssin poistaminen on hyvin aikaa vievää ja työvoimavaltaista, mutta vaikuttaa myös työkappaleen estetiikkaan. On erittäin välttämätöntä ratkaista perimmäinen syy, vain varmistaa ensin, että edellä mainitut kaksi kohtaa tarkistetaan normaalisti, jotta voidaan määrittää, onko ruostumattoman teräksen laserleikkauskone itse normaali, ja vasta sen jälkeen säätää edelleen prosessiparametrien asetuksia.
Kuinka leikata korkealaatuinen paksu levy ruostumatonta terästä?
Talouden kehityksen lisääntyessä ihmisten elämänlaadun tavoittelu on yhä korkeampi, ja kaikkien elämä liittyy läheisesti ruostumattoman teräksen käyttöön, ja se on myös lisääntynyt dramaattisesti. Nyt laserleikkauskone ruostumattoman teräksen paksun levyn prosessi on yhä kypsempi, korvaa vähitellen perinteisen leikkausprosessin. Jos haluat leikata korkealaatuista paksua ruostumatonta terästä, sinun on ymmärrettävä täysin leikkausprosessin osatekijät.
CNC-laserleikkauskone ruostumattomalle teräkselle prosessielementit ovat?
- Suuttimen valinta
Suuttimen halkaisijan koko määrittää kaasun virtauksen muodon leikkaukseen, kaasun diffuusiopinta-alan, kaasun virtausnopeuden, mikä vaikuttaa sulan materiaalin poistamiseen, leikkaamiseen ja tilanteen vakauteen. Suuhun kaasuvirtaus on suuri, nopea, työkappaleen kaasuvirtaus oikeassa asennossa, kyky poistaa sulan jet vahvempi. Kiinteä virtausnopeus, eri suutinkokoja, kaasun paineen seuranta paksumpi ruostumaton teräs, suuttimien valinnan tulisi olla sitä suurempi, mitä suurempi suhteellinen venttiili on asetettu lisäämään virtausnopeutta, jotta voidaan varmistaa, että paine, leikata pois normaali leikkaus vaikutus.

- Kaasun valinta
Ruostumattoman teräksen laserleikkausprosessissa käytetään usein erilaisia apukaasuja, kuten happea, typpeä, ilmaa jne., Erilaisten kaasujen käyttö, leikkausosan vaikutus on erilainen. Happi on musta osa, ilma on kellertävä, typpi voi säilyttää ruostumattoman teräksen alkuperäisen värin, joka ei ole hapettunut. Ruostumattoman teräksen leikkaus typen kanssa ensisijaisena apukaasuna.
- [Happi] Edut: suuri leikkausnopeus, voi leikata paksua levymateriaalia puhtaus suositus: ≥99.999%
- [Typpi] Edut: välttää leikkausreunan hapettumista, työkappaletta ei siis tarvitse käsitellä uudelleen Puhtaus: ≥ 99,995% suositellaan.
- Tarkennusasento
Laserleikkauskone ruostumatonta terästä on säde, jonka energiatiheys on suuri, joten fokusointipisteen halkaisijan on oltava pieni, jotta saadaan aikaan kapea rako. Mitä pienempi on tarkennuslinssin polttoväli, sitä pienempi on polttopisteen halkaisija. Laadukkaan leikkauksen kannalta tehokas tarkennussyvyys on myös yhteydessä linssin halkaisijaan ja leikattavaan materiaaliin. Siksi on tärkeää hallita polttopisteen sijaintia suhteessa leikattavan materiaalin pintaan.
Koska laserin tehotiheydellä on suuri vaikutus leikkausnopeuteen, linssin polttovälin valinta on tärkeä kysymys. Lasersäteen tarkennuspisteen koko ja linssin polttoväli on suoraan verrannollinen säteen lyhyen polttovälin linssin tarkennuspisteen koko on hyvin pieni, tehotiheyden polttopiste on hyvin korkea, materiaalin leikkaus on erittäin suotuisa; mutta sen haittapuolena on hyvin lyhyt tarkennussyvyys, säätövaraa on vähän, yleensä soveltuu paremmin ohuiden materiaalien nopeaan leikkaamiseen. Koska pitkän polttovälin linssillä on laajempi tarkennussyvyys, kunhan sillä on riittävä tehotiheys, se soveltuu paremmin paksujen työkappaleiden leikkaamiseen.
Kun on määritetty, minkä polttovälin objektiivia käytetään, polttopisteen ja työkappaleen pinnan suhteellinen sijainti on erityisen tärkeä leikkauksen laadun varmistamiseksi. Koska tehotiheys on suurin polttopisteessä, useimmissa tapauksissa polttopisteen sijainti leikkauksen aikana on juuri työkappaleen pinnalla tai hieman pinnan alapuolella. Koko leikkausprosessin aikana sen varmistaminen, että polttopisteen ja työkappaleen suhteellinen sijainti on vakio, on tärkeä edellytys vakaan leikkauslaadun saavuttamiselle. Joskus linssi ei jäähdy hyvin ja kuumenee työn aikana, mikä aiheuttaa muutoksia polttovälissä, mikä edellyttää tarkennusasennon oikea-aikaista säätämistä.
Kun polttopiste on parhaassa asennossa, leikkaussauma on pienin, suurin hyötysuhde, valitse paras leikkausnopeus, niin saat ihanteelliset leikkaustulokset. Tämä on myös tapa parantaa ruostumattoman teräslevyn leikkauksen laatua.

4. Laserin taajuuden säätö sekä työjakso leikkauslaadun vaikutukseen
- Taajuusmuutokset ruostumattoman teräksen levyjen leikkauksen vaikutuksesta:
Taajuus 500-200 Hz:n alueella pienenee, leikkausosan vaikutus muuttuu herkäksi, delaminaatio paranee hitaasti. Kun taajuus on asetettu 100Hz, on mahdotonta leikata ja anti-sinistä valoa. Selvitä optimaalinen taajuusalue muuttamalla taajuutta. Parhaan leikkausosan varmistamiseksi on varmistettava, että pulssien määrä vastaa täydellisesti yksittäisen pulssin energiaa.
- Työsyklin muutoksen vaikutus paksun ruostumattoman teräslevyn leikkaamiseen:
Työkierto 53% on kriittinen arvo, vähentää edelleen työkiertoa, leikkaamattomien jälkien esiintyminen alapinnalla, työkierto kasvoi 60%: iin, osa muuttuu karkeaksi, delaminaatio on ilmeinen, leikkauspinta kellastuu.
Tarkkuus työ, yleensä, korkeus suuttimen, koneen liikkeen parametrit, liikkeen kiihtyvyys, ajonopeus, materiaali ja muut vaikutukset leikkaustuloksiin on myös testattava ja analysoitava yksi kerrallaan, tarve laserprosessin virheenkorjaus teknikot työskentelevät aktiivisesti parantamiseksi laserleikkausprosessin tehdä panoksia. Kun laserleikkauskapasiteetti saavuttaa 130 millimetriä tai jopa enemmän, käyttöala laajenee entisestään.
Ruostumattoman teräksen laserleikkauskone myytävänä
- Käyttää levyhitsauspetiä, korkean lämpötilan hehkutuksen jälkeen, korkea kovuus, vahva kantavuus, korroosionkestävyys.
- Ottaa käyttöön suuritehoisen erityisen älykkään leikkauspään, tunnetun tuotemerkin moottorin, alennusvaihteen, ohjauskiskon, telineen, jotta ruostumattoman teräksen laserleikkauskoneen vakaa toiminta voidaan taata luotettavasti.
- Käsittelyalue on varustettu osiopölynkeräystilalla, joka lyhentää tehokkaasti ilmatien kulkua ja parantaa huomattavasti savun ja pölyn poiston tehokkuutta.
- Laitteen käsittelyleveys on erittäin laaja, ja pöytäalue voidaan mukauttaa käsittelytarpeiden mukaan.

Ruostumattoman teräksen laserleikkauksessa esiintyvät ongelmat ja ratkaisut
1. Leikkauskuona
- Jos vain kulmassa roikkuu kuona, voit ensin harkita kulman viistämistä, parametreja voidaan vähentää, lisätä ilmanpainetta ja niin edelleen. Jos koko roikkuva kova kuona, sinun on vähennettävä tarkennusta, lisättävä ilmanpainetta, lisättävä leikkaussuutinta, mutta tarkennus on liian alhainen tai liian suuri ilmanpaine johtaa poikkileikkauksen delaminaatioon ja karheuteen.
- Jos koko roikkuva rakeinen pehmeä kuona, voit lisätä leikkausnopeutta sopivasti tai vähentää leikkaustehoa. Ruostumattoman teräksen leikkaaminen on melkein lopussa sivussa roikkuvan kuonan, tarkista, onko kaasun syöttö kaasun virtaus ei voi pysyä riittämättömän kaasun syötön kanssa.
2. Leikkaus ohut levyosa ei ole tarpeeksi kirkas, paksu levyosa on karkea.
- Haluatko leikata kirkkaan osan ensinnäkin on levytettävä hyvä pinta ilman ruostetta, ei maalia, ei oksidikalvoa, jota seuraa hapen puhtaus pitäisi olla korkea vähintään 99.5% tai enemmän, leikkaus on käytettävä pientä suutinta kaksinkertainen 1,0 tai 1,2, leikkausnopeuden on oltava nopea yli 2m / min, leikkaus ilmanpaine ei saa olla liian suuri.
- Haluatko paksun levyn leikkausosan laatua, ensinnäkin varmistaa, että levy ja kaasun puhtaus, jota seuraa suuttimen valinta,
- mitä suurempi aukko on, sitä parempi leikkauksen laatu on, mutta samalla leikkauksen kapeneminen on suurempi.



