Yleiset ongelmat ja ratkaisut laserleikkausprosessissa
Laserleikkaus on erittäin tarkka ja tehokas käsittelytekniikka, mutta todellisessa käytössä esiintyy väistämättä joitakin yleisiä ongelmia. XT LASER analysoi näiden ongelmien syyt yksityiskohtaisesti ja tarjoaa vastaavia ratkaisuja, joiden avulla voit parantaa leikkauslaatua tehokkaasti.
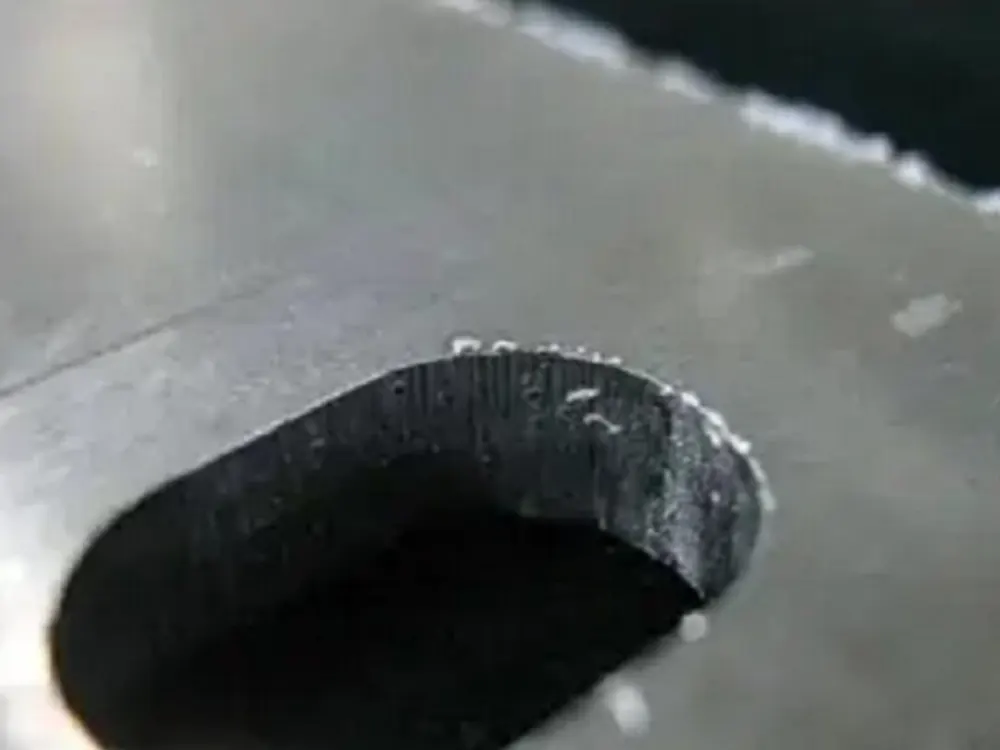
Karkeat leikkuureunat tai purseet
- Syyanalyysi
① Riittämätön laserteho: teho on liian alhainen, materiaalia ei voida sulattaa kokonaan, mikä johtaa karkeisiin leikkausreunoihin.
② leikkausnopeus on liian nopea: lasersäde ei pysy materiaalin pinnalla riittävän kauan, muodostuu kiillotusaineita. purseet.
③ Polttoväli ei ole oikea: laserin tarkennusasento ei ole tarkka, mikä vaikuttaa leikkauslaatuun.
④ Vääränlainen kaasunpaine: riittämätön tai korkea apukaasun paine johtaa purseiden muodostumiseen.
⑤ Materiaalin ominaisuuksien yhteensopimattomuus: leikkausparametreja ei ole säädetty materiaalin tyypin ja paksuuden mukaan.
⑥ Laserin pään likaantuminen: Laserpäässä oleva lika tai koksi vaikuttaa lasersäteen laatuun.
- Ratkaisu:
① Lasertehon säätäminen: Lisää lasertehoa sopivasti.
① Lasertehon säätäminen: Lisää tehoa sopivasti, jotta materiaali sulaa täysin.
② Optimoi leikkausnopeus: Vähennä nopeutta niin, että laserilla on riittävästi aikaa lopettaa leikkaus.
③ Kalibroi tarkennus: Varmista, että lasertarkennus on tarkka ja että tarkennusasennon on oltava materiaalin pinnalla tai hieman sen alapuolella.
④ Säädä kaasunpaine: Säädä apukaasun paine materiaalin ominaisuuksien mukaan ja varmista, että virtausnopeus on vakaa.
⑤ Valitse sopivat parametrit: ymmärrä materiaalin ominaisuudet ja aseta leikkuuteho ja -nopeus järkevästi.
⑥ Puhdista laserpää: Puhdista laserpää säännöllisesti, jotta laite pysyy hyvässä kunnossa.
Leikkausleikkaus on liian leveä tai esiintyy sulamisilmiötä.
- Syyanalyysi
① Laserin teho on liian suuri: tehoasetus on liian suuri, mikä johtaa materiaalin liialliseen sulamiseen.
② leikkausnopeus on liian hidas: liian hidas, jotta laser pysyy liian kauan, mikä kasvattaa lämpövaikutusaluetta.
③ Polttovälin epätarkkuus: polttopisteen virheellinen sijainti, joka johtaa lasersäteen halkaisijan kasvuun.
④ riittämätön apukaasuvirtaus: riittämätön kaasuvirtaus ei voi puhaltaa pois sulaa metallia, mikä pahentaa sulamisilmiötä.
⑤ Materiaalin ominaisuudet eivät ole sopivia: tietyt materiaalit tai paksummat materiaalit sulavat todennäköisemmin.
⑥ Lasersäteen huono laatu: Huono lasersäteen tasaisuus tai poikkeavuuskulma vaikuttaa leikkausvaikutukseen.
- Ratkaisu
① Lasertehon vähentäminen: lasertehon asianmukainen vähentäminen materiaalin ominaisuuksien mukaan.
② Lisää leikkausnopeutta: Säädä nopeutta, jotta vältät liian hitauden aiheuttamat sulamisongelmat.
Kalibroi polttoväli: Varmista, että laserin tarkennusasento on oikea.
④ Lisää apukaasun virtausta: Varmista, että kaasuvirtaus on riittävä sulan metallin tehokkaaseen poispuhallukseen.
⑤ Valitse sopiva materiaali ja parametrit: Säädä parametrit ennen leikkaamista kohtuullisesti materiaalin ominaisuuksien mukaan.
⑥ Paranna lasersäteen laatua: Huolehdi laserlaitteista säännöllisesti lasersäteen laadun varmistamiseksi.
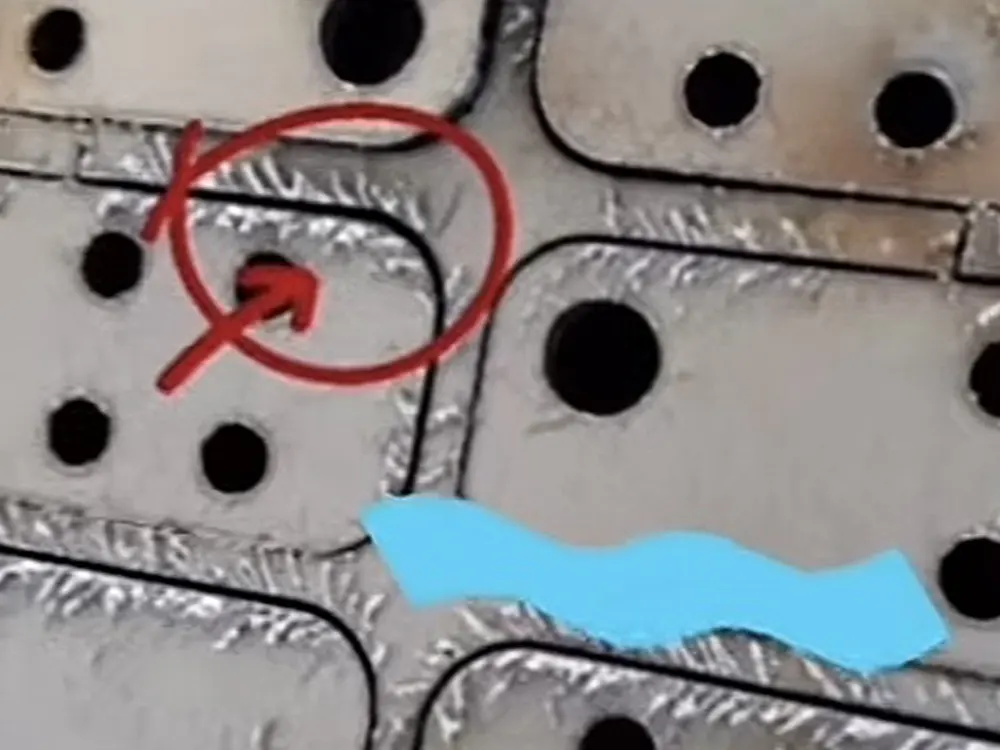
Leikkuupinta ei ole tasainen ja siinä on aaltoilua.
- Syyanalyysi
① Lasertehon vaihtelu: epävakaa lasertuotanto johtaa energian epätasaiseen jakautumiseen.
② leikkausnopeus ei ole tasainen: nopeuden muutokset vaikuttavat lasersäteen materiaalin pinnalla olevaan aikaan.
③ Polttovälin epätarkkuus: polttopisteen väärä sijainti, leikkauslaadun heikkeneminen.
④ materiaalin muodonmuutos tai epätasaisuus: materiaalin vääntyminen tai pinnan epätasaisuus vaikuttavat leikkausvaikutukseen.
⑤ Laserpään tärinä: laitteen mekaanisen vakauden puute voi aiheuttaa tärinää.
⑥ epävakaa apukaasuvirtaus: epävakaa kaasuvirtaus vaikuttaa sulan metallin puhallusvaikutukseen.

- Ratkaisu
① Lasertehon vakauttaminen: Aseta kohtuullinen enimmäis- ja vähimmäisteho vakaan lasertuoton varmistamiseksi.
② Optimoi leikkausnopeus: Pidä nopeus tasaisena ja vältä nopeuden vaihtelua leikkauksen aikana.
③ Kalibroi tarkennus: säädä lasertarkennusasento säännöllisesti leikkaustarkkuuden varmistamiseksi.
④ Tarkista materiaalin tasaisuus: suorista materiaali ennen leikkaamista, jotta vääntyminen ei vaikuta leikkauslaatuun.
⑤ Parantaa laserpään vakautta: Tarkista ja kiristä laserpään mekaaniset osat tärinän vähentämiseksi.
⑥ Kaasun virtauksen säätö: Varmista, että apukaasun virtaus on vakaa leikkuupinnan laadun parantamiseksi.
Epänormaaleja kipinöitä leikkauksen aikana
- Syyanalyysi
① Laserin teho on liian suuri: Liian suuri laserin teho voi johtaa materiaalin liialliseen sulamiseen, jolloin syntyy suuri määrä kipinöitä.
② leikkausnopeus on liian hidas: liian hidas leikkausnopeus saa laserin pysymään materiaalissa liian kauan, mikä lisää kipinöiden syntymistä.

- Ratkaisu
① Säädä laserin teho: Vähennä lasertehoa sopivasti materiaalin paksuuden ja tyypin mukaan kipinän synnyn vähentämiseksi.
② Optimoi leikkausnopeus: Lisää leikkausnopeutta varmistaaksesi, että laser vaikuttaa materiaaliin sopivan ajan, jotta vältetään liian hitaasta leikkauksesta aiheutuvat kipinät.
Laserleikkauksen laatuongelmat johtuvat yleensä parametriasetuksista, materiaalin ominaisuuksista tai laitteiden puutteellisesta huollosta. Tehoa, nopeutta, polttoväliä ja apukaasun virtausta jne. säätämällä leikkauksen laatua voidaan parantaa tehokkaasti.