Wie vermeidet man den "Grat" beim Schneiden von rostfreiem Stahl mit einer Laserschneidmaschine?
Edelstahl-Material hat eine schöne Oberfläche, gute Steifigkeit und Festigkeit, Korrosionsbeständigkeit, leicht zu reinigen und andere Vorteile, Edelstahl-Produkte auf dem Markt in einem sehr breiten Spektrum von Anwendungen, und Edelstahl-Laserschneiden Prozess ist auch weit verbreitet entsprechend verwendet, Laserschneiden Prozess hat eine schnelle Schnittgeschwindigkeit, gute Flexibilität, Verarbeitungskapazität, Schneiden eine breite Palette von Vorteilen, aber es gibt einige Probleme in den Prozess Schneiden, die Notwendigkeit für eine entsprechende Lösung zur Verbesserung der Cutting-Effekt. Als nächstes wird XT LASER Sie im Detail zu verstehen!
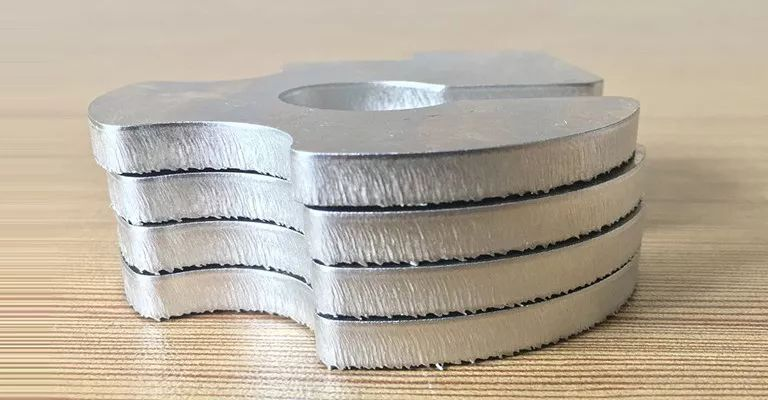
Gratproblem beim Laserschneiden von Edelstahl
CNC-Laserschneidmaschine für rostfreien Stahl mit oder ohne Grate ist ein wichtiges Beurteilungskriterium für die Qualität des Laserschneidens, denn Grate beeinträchtigen nicht nur die Ästhetik der Schnittkante des Produkts, sondern auch die Nutzung des späteren Produkts, Grate erfordern zusätzlichen Arbeitsaufwand zur Entfernung.
Lösung für Grate
- Sie müssen prüfen, ob die Laser-Energie-Ausgang erfüllt die Anforderungen, in der Edelstahl-Werkstück-Oberfläche stellt die Stelle ist nicht rund genug, um sicherzustellen, dass die Stelle und das Mittelloch der Düse, um die koaxiale, die Stelle und das Mittelloch der Düse, desto besser die Koaxialität, desto besser die Qualität des Schneidens. Round Spot, das heißt, nach der Fokussierung durch die Linse gebildet, nachdem der Spot Energieverteilung ist einheitlich, die seitliche Verteilung der Laserenergie ist normal, um zu erreichen, qualifizierte Schnittqualität;
- Sie sollten prüfen, ob sich auf der Linse und der Linsenhardware der Laserübertragung feine Partikel, Staub oder Spritzwasserrückstände und andere Verunreinigungen befinden, die ebenfalls die Darstellung der Schnittqualität beeinträchtigen, aber auch prüfen, ob sich in der Laserlinse kleine Risse befinden, die mit bloßem Auge nicht leicht zu erkennen sind, aber ebenfalls die Übertragung der Laserenergie beeinträchtigen.
XT LASER als Profi Hersteller von Laserschneidmaschinen für Edelstahl zu erinnern, die Metall verarbeitende Industrie Freunde, Edelstahl-Laserschneiden Grate nach der Härte ist sehr groß, nicht nur nach der Entfernung der Sequenz ist sehr zeitaufwendig und arbeitsintensiv, sondern auch Auswirkungen auf die Ästhetik des Werkstücks. Es ist sehr notwendig, um die Ursache zu lösen, nur zunächst sicherstellen, dass die oben genannten zwei Punkte normal überprüft werden, um festzustellen, ob die Edelstahl-Laserschneidmaschine selbst ist normal, und erst danach, um weitere Anpassung der Prozessparametereinstellungen.
Wie schneidet man hochwertige dicke Bleche aus rostfreiem Stahl?
Mit der zunehmenden Entwicklung der Wirtschaft, das Streben der Menschen nach Lebensqualität ist höher und höher, und jeder das Leben ist eng mit der Verwendung von Edelstahl hat auch dramatisch zugenommen. Jetzt Laserschneidmaschine Edelstahl dicke Platte Prozess ist mehr und mehr ausgereift, wird allmählich ersetzen die traditionellen Schneidprozess. Um qualitativ hochwertige dicke Platte aus rostfreiem Stahl zu schneiden, müssen Sie die Elemente des Schneidprozesses vollständig verstehen.
CNC-Laserschneidmaschine für Edelstahl Prozesselemente sind?
- Auswahl der Düsen
Die Größe des Düsendurchmessers bestimmt die Form des Gasstroms in den Schnitt, Gasdiffusionsfläche, Gasdurchsatz, wodurch die Entfernung von geschmolzenem Material, Schneiden die Stabilität der Situation. In den Mund des Gasstroms ist groß, schnell, das Werkstück in den Gasstrom in der richtigen Position, die Fähigkeit, die Schmelze zu entfernen Strahl die stärker. Feste Durchflussmenge, verschiedene Düsengrößen, Überwachung des Gasdrucks, je dicker der Edelstahl, die Auswahl der Düsen sollte die größere das Proportionalventil eingestellt ist, um die Durchflussmenge zu erhöhen, um sicherzustellen, dass der Druck, schneiden Sie den normalen Abschnitt Wirkung.

- Auswahl des Gases
Edelstahl-Laserschneiden Prozess verwenden oft eine Vielzahl von Hilfsgasen, wie Sauerstoff, Stickstoff, Luft, etc., die Verwendung von verschiedenen Arten von Gasen, die Wirkung des Schneidens Abschnitt ist anders. Sauerstoff ist schwarzer Abschnitt, Luft ist gelblich, Stickstoff kann die ursprüngliche Farbe des Edelstahls nicht oxidiert ist. Edelstahl Schneiden mit Stickstoff als die bevorzugte Hilfsgas.
- [Vorteile: hohe Schnittgeschwindigkeit, kann dickes Blech schneiden Reinheitsempfehlung: ≥99,999%
- [Vorteile: Vermeidung der Oxidation der Schneidkante, das Werkstück muss daher nicht nachbearbeitet werden Reinheit: ≥ 99,995% empfohlen
- Fokus Position
Laserschneidmaschine für rostfreien Stahl ist ein Strahl mit hoher Energiedichte, so dass der Durchmesser des Brennflecks klein sein muss, um einen schmalen Spalt zu erzeugen. Denn je kleiner die Fokustiefe der Fokussierlinse ist, desto kleiner ist der Durchmesser des Brennflecks. Für eine hohe Schnittqualität hängt die effektive Schärfentiefe auch vom Linsendurchmesser und dem zu schneidenden Material ab. Es ist daher wichtig, die Position des Brennflecks im Verhältnis zur Oberfläche des zu schneidenden Materials zu kontrollieren.
Da die Laserleistung Dichte hat einen großen Einfluss auf die Schnittgeschwindigkeit, die Wahl der Brennweite der Linse ist ein wichtiges Thema. Laserstrahl fokussieren Spot-Größe und Objektiv Brennweite ist direkt proportional zu den Strahl durch die kurze Brennweite Objektiv Fokus Spot-Größe ist sehr klein, der Brennpunkt der Leistungsdichte ist sehr hoch, das Material Schneiden ist sehr günstig; aber es hat den Nachteil einer sehr kurzen Tiefe von Fokus, die Anpassung Marge ist klein, in der Regel besser geeignet für High-Speed-Schneiden von dünnen Materialien. Da das Objektiv mit langer Brennweite eine größere Schärfentiefe hat, eignet es sich besser zum Schneiden dicker Werkstücke, solange es eine ausreichende Leistungsdichte hat.
Nach der Festlegung der zu verwendenden Brennweite ist die relative Position des Brennpunkts und der Oberfläche des Werkstücks besonders wichtig, um die Qualität des Schnitts zu gewährleisten. Da die Leistungsdichte im Brennpunkt am höchsten ist, befindet sich der Brennpunkt beim Schneiden in den meisten Fällen direkt an der Oberfläche des Werkstücks oder leicht darunter. Während des gesamten Schneidprozesses ist es eine wichtige Voraussetzung für eine stabile Schnittqualität, sicherzustellen, dass der Fokus und die relative Position des Werkstücks konstant bleiben. Manchmal wird die Linse nicht gut gekühlt und erwärmt sich während der Arbeit, was zu Änderungen der Brennweite führt, was eine rechtzeitige Anpassung der Fokusposition erfordert.
Wenn der Brennpunkt in der besten Position ist, ist die Schnittnaht die kleinste, die höchste Effizienz, wählen Sie die beste Schnittgeschwindigkeit können ideale Schneidergebnisse zu erzielen. Dies ist auch ein Weg, um die Qualität der Edelstahlplatte Schneiden zu verbessern.

4. Die Einstellung der Laserfrequenz, sowie die Einschaltdauer auf die Auswirkungen der Schnittqualität
- Frequenzänderungen beim Schneiden von rostfreien Stahlplatten:
Frequenz von 500-200Hz Bereich abnimmt, wird der Schneideabschnitt Wirkung zart, Delamination langsam zu verbessern. Wenn die Frequenz auf 100 Hz eingestellt ist, ist es unmöglich, zu schneiden und Anti-Blaulicht. Finden Sie den optimalen Frequenzbereich heraus, indem Sie die Frequenz ändern. Um den besten Schnitt zu gewährleisten, muss die Anzahl der Impulse perfekt auf die Energie des einzelnen Impulses abgestimmt sein.
- Die Auswirkung der Änderung der Einschaltdauer auf das Schneiden von dickem Edelstahlblech:
Duty Cycle 53% ist der kritische Wert, weiterhin die Einschaltdauer zu reduzieren, die untere Oberfläche des Auftretens von ungeschnittenen Spuren, die Einschaltdauer auf 60% erhöht, wird der Abschnitt rau, Delamination ist offensichtlich, die Schnittfläche Vergilbung.
Präzisionsarbeit, in der Regel die Höhe der Düse, Maschine Bewegungsparameter, Bewegung Beschleunigung, Laufgeschwindigkeit, Material und andere Auswirkungen auf das Schneiden Ergebnisse müssen auch getestet und analysiert werden, eins nach dem anderen, die Notwendigkeit für Laser-Prozess Debugging Techniker aktiv für die Verbesserung der Laserschneidprozess Beiträge zu leisten. Wenn die Laserschneidkapazität 130 Millimeter oder noch mehr erreicht, wird sich der Anwendungsbereich weiter ausweiten.
Laserschneidmaschine für Edelstahl zu verkaufen
- Nimmt Platte Schweißbett, nach hoher Temperatur Glühen, hohe Härte, starke Tragfähigkeit, Korrosionsbeständigkeit.
- Adopts High-Power-Spezial-intelligente Schneidkopf, bekannte Marke Motor, Getriebe, Führungsschiene, Rack, um eine zuverlässige Garantie für den stabilen Betrieb von Edelstahl-Laserschneidmaschine.
- Der Verarbeitungsbereich ist mit einem Trennstaubsammelmodus ausgestattet, der den Luftweg effektiv verkürzt und die Effizienz der Rauch- und Staubabsaugung erheblich verbessert.
- Die Verarbeitungsbreite des Geräts ist sehr groß, und die Tischfläche kann je nach Verarbeitungsbedarf angepasst werden.

Probleme und Lösungen beim Laserschneiden von rostfreiem Stahl
1. Schlacke schneiden
- Wenn nur die Ecke hängenden Schlacke, können Sie zunächst prüfen, die Ecke Fasen, Parameter können reduziert werden Fokus, fügen Sie atmosphärischen Druck und so weiter. Wenn die ganze hängende harte Schlacke, müssen Sie den Fokus zu reduzieren, fügen Sie atmosphärischen Druck, erhöhen die Schneiddüse, aber der Fokus ist zu niedrig oder zu viel Luftdruck wird zu Querschnitt Delamination und Rauheit führen.
- Wenn die gesamte hängende körnige weiche Schlacke, können Sie entsprechend erhöhen die Schnittgeschwindigkeit oder reduzieren Sie die Schnittleistung. Schneiden von Edelstahl ist fast das Ende der Seite hängende Schlacke, überprüfen Sie, ob die Gasversorgung Gasfluss kann nicht mithalten mit der unzureichenden Gasversorgung.
2. Schneiden dünne Platte Abschnitt ist nicht hell genug, dicke Platte Abschnitt ist rau
- Möchten Sie den Abschnitt der hellen ersten von allen müssen Platte gute Oberfläche ohne Rost, keine Farbe, keine Oxidschicht, gefolgt von Sauerstoff Reinheit sollte hoch sein, mindestens 99,5% oder mehr, Schneiden muss eine kleine Düse Doppel 1,0 oder 1,2, Schnittgeschwindigkeit muss schnell mehr als 2m/min, Schneiden Luftdruck sollte nicht zu groß sein.
- Möchten Sie dicke Platte Schneiden Abschnitt Qualität, vor allem, um sicherzustellen, dass die Platte und Gas Reinheit, gefolgt von der Wahl der Düse,
- Je größer die Öffnung ist, desto besser ist die Qualität des Profils, aber desto größer ist auch die Verjüngung des Profils.



