Jak se vyhnout "otřepům" při řezání nerezové oceli laserovým řezacím strojem?
Materiál z nerezové oceli má krásný povrch, dobrou tuhost a pevnost, odolnost proti korozi, snadné čištění a další výhody, výrobky z nerezové oceli na trhu ve velmi širokém rozsahu aplikací a proces řezání laserem z nerezové oceli je také široce používán, proces řezání laserem má rychlou řeznou rychlost, dobrou flexibilitu, zpracovatelskou kapacitu, řezání široké škály výhod, ale v procesu řezání existují některé procesní problémy, potřeba odpovídajícího řešení pro zlepšení řezného efektu. Dále vás XT LASER provede podrobným pochopením!
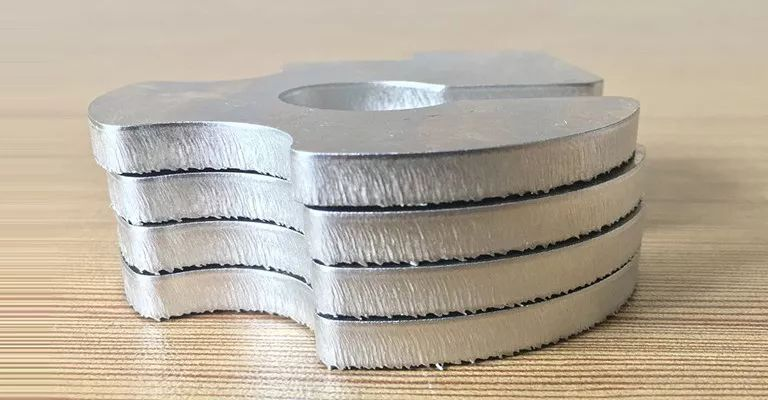
Problém s otřepy při řezání laserem z nerezové oceli
CNC laserový řezací stroj na nerezovou ocel s otřepy nebo bez nich je důležitým hodnotícím kritériem ovlivňujícím kvalitu laserového řezání, protože otřepy ovlivňují nejen estetiku řezné hrany výrobku, ale také ovlivňují pozdější použití, otřepy vyžadují další pracovní zátěž při odstraňování.
Řešení pro otřepy
- Je třeba zkontrolovat, zda výstup laserové energie splňuje požadavky, v povrchu obrobku z nerezové oceli není místo dostatečně kulaté, aby bylo zajištěno, že místo a středový otvor trysky jsou souosé, místo a středový otvor trysky jsou tím lepší, čím lepší je souosost, tím lepší je kvalita řezání. Kulatá skvrna, která je po zaostření přes čočku vytvořena po rovnoměrném rozložení energie skvrny, boční rozložení laserové energie je normální, aby bylo dosaženo kvalifikované kvality řezání;
- Měli byste zkontrolovat, zda se na čočce a hardwaru čočky přenosu laseru nenacházejí jemné částice, prach nebo zbytky stříkající vody a jiné nečistoty, které rovněž ovlivňují prezentaci kvality řezání, ale také zkontrolovat, zda v čočce laseru nejsou malé praskliny, které není snadné najít pouhým okem, ale také ovlivňují přenos laserové energie.
XT LASER jako profesionál výrobce laserových řezacích strojů z nerezové oceli připomenout přátelům z kovozpracujícího průmyslu, laserové řezání otřepů z nerezové oceli vyrobené po tvrdosti je velmi velké, nejen že po odstranění sekvence je velmi časově náročné a pracné, ale také ovlivňuje estetiku obrobku. Je velmi nutné vyřešit hlavní příčinu, pouze nejprve zajistit, aby byly výše uvedené dva body normálně zkontrolovány, aby se zjistilo, zda je samotný laserový řezací stroj z nerezové oceli normální, a teprve poté dále upravit nastavení parametrů procesu.
Jak řezat vysoce kvalitní silný plech z nerezové oceli?
S rostoucím rozvojem ekonomiky je snaha lidí o kvalitu života stále vyšší a život každého z nás je úzce spojen s používáním nerezové oceli. Nyní je proces laserového řezání tlustých desek z nerezové oceli stále vyspělejší a postupně nahradí tradiční proces řezání. Chcete-li řezat vysoce kvalitní tlusté plechy z nerezové oceli, musíte plně porozumět prvkům procesu řezání.
CNC laserový řezací stroj pro nerezovou ocel Procesní prvky jsou?
- Výběr trysek
Velikost průměru trysky určuje tvar proudu plynu do řezu, difuzní plochu plynu, rychlost proudění plynu, čímž ovlivňuje odstraňování roztaveného materiálu, řezání stabilitu situace. Do ústí je proud plynu velký, rychlý, obrobek v proudu plynu ve správné poloze, schopnost odstranit proud taveniny silnější. Pevný průtok, různé velikosti trysek, sledování tlaku plynu silnější nerezové oceli, výběr trysek by měl být tím větší, čím je proporcionální ventil nastaven na zvýšení průtoku, aby se zajistilo, že tlak, vystřihnout normální sekce účinek.

- Výběr plynu
Při řezání nerezové oceli laserem se často používají různé pomocné plyny, jako je kyslík, dusík, vzduch atd., při použití různých typů plynů je účinek řezné části odlišný. Kyslík je černý řez, vzduch je nažloutlý, dusík dokáže zachovat původní barvu nerezové oceli, která není zoxidovaná. Řezání nerezové oceli s dusíkem jako preferovaným pomocným plynem.
- [Kyslík] Výhody: vysoká řezná rychlost, lze řezat silné plechy Doporučená čistota: ≥99,999%
- [Dusík] Výhody: zabraňuje oxidaci řezné hrany, obrobek proto nemusí být znovu zpracováván Čistota: ≥ 99,995% doporučeno
- Pozice zaměření
Laserový řezací stroj z nerezové oceli je svazek s vysokou hustotou energie, takže průměr ohniska musí být malý, aby se vytvořila úzká štěrbina. Čím menší je totiž ohnisková hloubka zaostřovací čočky, tím menší je průměr ohniskové skvrny. Pro kvalitní řezání souvisí účinná hloubka ostrosti také s průměrem čočky a řezaným materiálem. Proto je důležité kontrolovat polohu ohniska vzhledem k povrchu řezaného materiálu.
Vzhledem k tomu, že hustota výkonu laseru má velký vliv na rychlost řezání, je volba ohniskové vzdálenosti čočky důležitou otázkou. Velikost místa zaostření laserového paprsku a ohnisková vzdálenost čočky jsou přímo úměrné paprsku tím, že velikost místa zaostření čočky s krátkou ohniskovou vzdáleností je velmi malá, ohnisko hustoty výkonu je velmi vysoké, řezání materiálu je velmi příznivé; nevýhodou je však velmi krátká hloubka zaostření, rezerva nastavení je malá, obecně je vhodnější pro vysokorychlostní řezání tenkých materiálů. Protože objektiv s dlouhou ohniskovou vzdáleností má větší hloubku ostrosti, pokud má dostatečnou hustotu výkonu, je vhodnější pro řezání tlustých obrobků.
Po určení ohniskové vzdálenosti objektivu je pro zajištění kvality řezu důležitá zejména relativní poloha ohniska a povrchu obrobku. Vzhledem k tomu, že v ohniskovém bodě je největší hustota výkonu, je ve většině případů poloha ohniska při řezání těsně u povrchu obrobku nebo mírně pod povrchem. V celém procesu řezání je zajištění konstantní relativní polohy ohniska a obrobku důležitou podmínkou pro dosažení stabilní kvality řezu. Někdy se stává, že čočka není dobře chlazena a během práce se zahřívá, což způsobuje změny ohniskové vzdálenosti, které vyžadují včasné nastavení polohy ohniska.
Když je ohnisko v nejlepší poloze, je řezaný šev nejmenší, nejvyšší účinnost, zvolte nejlepší rychlost řezání a dosáhněte ideálních výsledků řezání. To je také způsob, jak zlepšit kvalitu řezání plechů z nerezové oceli.

4. Nastavení frekvence laseru a pracovního cyklu na kvalitu řezu
- Změny frekvence na dopad řezání nerezových plechů:
Frekvence v rozmezí 500-200 Hz se snižuje, účinek řezné části se stává jemným, delaminace se pomalu zlepšuje. Pokud je frekvence nastavena na 100 Hz, není možné řezat a proti modrému světlu. Změnou frekvence zjistěte optimální frekvenční rozsah. Pro zajištění nejlepšího řezného řezu je nutné zajistit, aby počet pulzů dokonale odpovídal energii jednoho pulzu.
- Vliv změny pracovního cyklu na řezání tlustého nerezového plechu:
Pracovní cyklus 53% je kritická hodnota, pokračujte ve snižování pracovního cyklu, spodní povrch vzhledu neřezaných stop, pracovní cyklus zvýšený na 60%, řez se stává drsným, delaminace je zřejmá, řezný povrch žloutne.
Přesná práce, obecně, výška trysky, parametry pohybu stroje, zrychlení pohybu, rychlost chodu, materiál a další dopad na výsledky řezání musí být také testovány a analyzovány jeden po druhém, potřeba techniků pro ladění laserových procesů, aby aktivně pracovali na zlepšení procesu laserového řezání, aby přispěli. Až kapacita laserového řezání dosáhne 130 milimetrů nebo ještě více, oblast použití se dále rozšíří.
Laserový řezací stroj na nerezovou ocel na prodej
- Přijímá deskové svařovací lůžko, po žíhání při vysoké teplotě, vysoká tvrdost, silná nosnost, odolnost proti korozi.
- Přijímá vysoce výkonnou speciální inteligentní řezací hlavu, motor známé značky, reduktor, vodicí lištu, stojan, aby poskytl spolehlivou záruku stabilního provozu laserového řezacího stroje z nerezové oceli.
- Zpracovatelský prostor je nastaven s režimem odlučování prachu, který účinně zkracuje cestu vzduchu a výrazně zvyšuje účinnost odsávání kouře a prachu.
- Šířka zpracování zařízení je velmi široká a plochu stolu lze přizpůsobit podle potřeb zpracování.

Problémy a jejich řešení při laserovém řezání nerezové oceli
1. Řezání strusky
- Pokud pouze roh visí struska, můžete nejprve zvážit zkosení rohu, parametry mohou být sníženy zaměření, přidat atmosférický tlak a tak dále. Pokud je celá visící struska tvrdá, je třeba snížit ohnisko, přidat atmosférický tlak, zvýšit řeznou trysku, ale příliš nízké ohnisko nebo příliš vysoký tlak vzduchu povede k rozvrstvení průřezu a drsnosti.
- Pokud je celá visící granulovaná měkká struska, můžete vhodně zvýšit rychlost řezání nebo snížit řezný výkon. Při řezání nerezové oceli je téměř na konci boční visící struska, zkontrolujte, zda průtok plynu v přívodu plynu nestíhá nedostatečný přívod plynu.
2. Řezání tenkého plechu není dostatečně jasné, silný plech je hrubý.
- Chcete-li snížit část světlé nejprve musí být deska dobrý povrch bez rzi, bez barvy, bez oxidu film, následuje čistota kyslíku by měla být vysoká alespoň 99,5% nebo více, řezání je třeba použít malou trysku dvojité 1,0 nebo 1,2, rychlost řezání musí být rychle více než 2 m / min, řezání tlak vzduchu by neměl být příliš velký.
- Chtějí tlusté desky řezání sekce kvality, v první řadě zajistit, že deska a čistota plynu, následuje volba trysky,
- čím větší je clona, tím lepší je kvalita průřezu, ale zároveň je větší kužel průřezu.



